Artikel ini memperincikan blok galas kilang bebola, yang menanggung beban jejarian/paksi, memastikan kestabilan aci, dan menampilkan bahan seperti HT300, QT450-10 atau Q355B. Ia meliputi proses pembuatan untuk jenis tuang (mencetak, menuang, penuaan, pemesinan) dan dikimpal (pengosongan, kimpalan, pemesinan), serta pemeriksaan proses penuh (bahan mentah, kosong, dalam proses, produk akhir) untuk menjamin ketepatan dimensi, kekuatan dan kebolehpercayaan, memenuhi beban berat, keperluan operasi berterusan.
Pengenalan Terperinci kepada Blok Galas Kilang Bola dan Proses Pengilangan & Pemeriksaannya
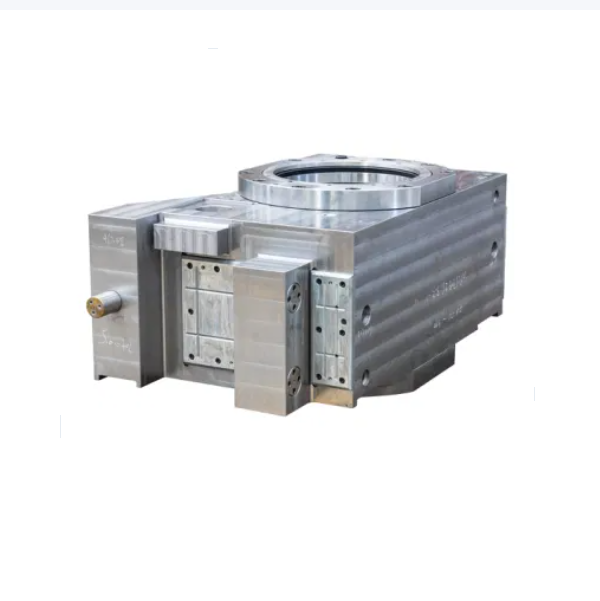
I. Gambaran Keseluruhan dan Ciri-ciri Struktur Blok Galas Kilang Bebola
Blok galas kilang bebola ialah komponen teras yang menyokong putaran silinder kilang. Fungsi utamanya adalah untuk betulkan galas, tahan beban jejarian dan paksi dari silinder dan bahan dalaman, dan pastikan putaran stabil sistem aci (aci berongga). Prestasinya secara langsung mempengaruhi ketepatan operasi, kestabilan dan hayat perkhidmatan kilang bola.
Fungsi Teras:
Menanggung beban: Mengekalkan jumlah berat silinder, media pengisaran dan bahan (sehingga puluhan atau ratusan tan) dan menyerap beban hentaman semasa putaran;
Kedudukan: Memastikan koaksial dan ketepatan putaran aci berongga melalui kerjasama dengan galas;
Pengedap dan pelinciran: Mengintegrasikan saluran pelinciran dan struktur pengedap untuk menyediakan pelinciran untuk galas dan mencegah kemasukan habuk dan penyejuk.
Ciri-ciri Struktur:
Bahan: Kilang bola bersaiz kecil dan sederhana biasanya digunakan besi tuang kelabu (HT300) (kebolehtuangan dan penyerapan kejutan yang sangat baik); kilang besar atau tugas berat pakai besi mulur (QT450-10) atau keluli struktur yang dikimpal (Q355B) (kekuatan yang lebih tinggi).
Jenis struktur: Integral (bersaiz kecil hingga sederhana) dan berpecah (bersaiz besar, untuk pemasangan dan penyelenggaraan yang mudah). Ia biasanya termasuk lubang pelekap galas (kesesuaian gangguan dengan gelang luar galas), mencari spigot, lubang bolt, lubang pelinciran dan sirip penyejuk.
II. Proses Pengilangan Blok Galas Kilang Bebola
Berdasarkan bahan, proses pembuatan dibahagikan kepada tuangan (untuk blok galas besi tuang) dan kimpalan (untuk blok galas keluli), dengan prosedur teras seperti berikut:
(A) Blok Galas Tuang (HT300 sebagai contoh)
Reka Bentuk Acuan dan Pembuatan Teras
Acuan pasir (kayu atau resin) dibuat berdasarkan model 3D, dengan elaun pemesinan 3-5mm. Riser direka untuk mengelakkan rongga pengecutan;
Kawasan kritikal (cth, lubang galas) menggunakan pembuatan teras kotak sejuk untuk memastikan ketepatan dimensi.
Mencair dan Menuang
Kawalan komposisi besi cair: C 3.2-3.6%, Si 1.8-2.2%, Mn 0.8-1.2%, S≤0.12%, P≤0.15%;
Menuang pada 1380-1450 ℃ menggunakan penuangan langkah untuk mengurangkan kepekatan tegasan dan memastikan ketumpatan tuangan.
Rawatan Penuaan
Tuangan mengalami penuaan semula jadi selama 2-4 minggu (atau penuaan buatan: 200-250℃ selama 8j) untuk menghapuskan tegasan tuangan dan mengelakkan ubah bentuk pemesinan seterusnya.
Pemesinan Kasar
Mesin pelarik CNC atau mesin bor memproses lubang galas (meninggalkan elaun kemasan 2-3mm), muka hujung, dan mencari spigot, memastikan kerataan permukaan datum ≤0.1mm/100mm.
Separuh Kemasan dan Penuaan Sekunder
Selesaikan pusingan luar dan muka hujung, tinggalkan elaun pengisaran 1-1.5mm;
Penuaan sekunder (180-220℃ selama 4j) untuk menstabilkan lagi dimensi.
Selesai Pemesinan
Mesin pengorek CNC lubang galas gergaji kemasan: gred toleransi IT6, kekasaran permukaan Ra≤1.6μm, kebulatan ≤0.01mm, kesilinderan ≤0.015mm/100mm;
Mesin pengisar permukaan mencari muka hujung spigot: kerataan ≤0.03mm/100mm, keserenjangan dengan paksi lubang galas ≤0.02mm/100mm;
Menggerudi dan mengetuk lubang pelinciran dan lubang penyambung: ketepatan benang 6H, toleransi kedudukan lubang ±0.1mm.
(B) Blok Galas Dikimpal (Q355B sebagai contoh)
Mengosongkan dan Membentuk
Pemotongan CNC untuk mengosongkan (ketebalan plat ≥20mm). Kawasan lubang galas disambung dengan bebibir keluli palsu (20# keluli) untuk meningkatkan kekuatan menanggung beban.
Proses Kimpalan
Kaedah kimpalan: Kimpalan arka terendam atau kimpalan arka logam gas, dengan alur kimpalan berbentuk V (sudut 60°);
Urutan kimpalan: Mula-mula mengimpal kawasan tekanan rendah, kemudian kimpalan utama, menggunakan kimpalan berlapis (setiap lapisan ketebalan ≤5mm). Memalu selepas kimpalan untuk melegakan tekanan;
Rawatan selepas kimpalan: Penyepuhlindapan pelepasan tekanan pada 300 ℃ selama 6j untuk menghapuskan tegasan kimpalan (mencegah keretakan).
Pemesinan
Mengikuti pemesinan kasar, penuaan sekunder dan langkah pemesinan kemasan yang sama seperti blok galas tuang, tetapi permukaan yang dikimpal mesti terlebih dahulu dikisar rata (kekasaran permukaan Ra≤12.5μm).
III. Proses Pemeriksaan Blok Galas Kilang Bebola
Pemeriksaan meliputi keseluruhan proses pengeluaran untuk memastikan ketepatan dimensi, sifat mekanikal dan kebolehpercayaan operasi:
(A) Bahan Mentah dan Pemeriksaan Kosong
Pemeriksaan bahan:
Bahagian besi tuang: Analisis spektrum untuk mengesahkan komposisi kimia (cth, kandungan C dan Si dalam HT300) dan ujian tegangan untuk memeriksa kekuatan tegangan ≥300MPa;
Bahagian yang dikimpal: Sahkan sijil plat keluli; bebibir palsu menjalani pemeriksaan UT (mematuhi JB/T 5000.15 Kelas II).
Pemeriksaan kecacatan kosong:
Bahagian tuang: Pemeriksaan MT (tiada retak permukaan atau pengecutan), dengan fokus pada lubang galas (tiada liang ≥φ3mm);
Bahagian dikimpal: Pemeriksaan UT 100% untuk kimpalan (tiada gabungan tidak lengkap atau kemasukan sanga) dan pemeriksaan MT (tiada retak permukaan).
(B) Pemeriksaan Dalam Proses (Nod Utama)
Selepas pemesinan kasar:
Periksa diameter lubang galas (elaun seragam) dan diameter spigot (toleransi ±0.5mm) menggunakan angkup vernier atau CMM.
Selepas rawatan haba:
Ujian kekerasan: Penguji kekerasan Brinell untuk besi tuang (180-240HBW) dan bahagian dikimpal annealed (≤220HBW).
Kualiti permukaan: Profilometer mengesahkan kekasaran lubang galas (Ra≤1.6μm); pemeriksaan visual untuk tiada calar atau burr.
(C) Pemeriksaan Produk Akhir
Pemeriksaan keserasian pemasangan:
Kesesuaian gerek galas: Tolok perasa memeriksa gangguan (biasanya 0.01-0.03mm untuk memastikan gelang luar galas yang stabil);
Kedudukan lubang bolt: Tolok mengesahkan keserasian lubang penyambung dengan spigot pengesan (≤0.1mm).
Pemeriksaan tekanan dan pengedap:
Ujian tekanan lubang pelinciran: 0.5MPa udara termampat selama 30s, dengan penyelesaian sabun memeriksa tiada kebocoran;
Pengedap keseluruhan: Pemasangan galas simulasi, pengisian minyak (hingga 1/2 lubang galas), putaran 10 minit, dan pemeriksaan untuk tiada kebocoran.
Pemeriksaan penampilan:
Lukisan permukaan (primer + lapisan atas, jumlah ketebalan 60-80μm) tanpa larian atau pengelupasan; tanda yang jelas (model, bahan).
IV. Ringkasan
Pembuatan blok galas kilang bebola memerlukan kekuatan dan ketepatan pengimbangan. Proses penuangan mengutamakan penyerapan hentakan, manakala proses kimpalan memfokuskan pada kapasiti beban berat. Pemeriksaan ketat (terutamanya untuk ketepatan dimensi dan kawalan kecacatan) adalah penting untuk memastikan kapasiti galas beban dan hayat perkhidmatan. Dalam amalan, parameter proses diselaraskan berdasarkan spesifikasi kilang (cth, ketebalan dinding lubang galas ≥50mm untuk kilang ≥φ3m) untuk memenuhi keperluan operasi berterusan tugas berat