1. Apakah soket penghancur kon hidraulik berbilang silinder?
Soket penghancur kon hp dipasang pada bahagian atas lengan sipi penghancur kon dipanggil bingkai atas aci mangkuk.
2. Peranan soket penghancur kon hidraulik berbilang silinder
a. Betulkan jubin mangkuk melalui bahagian atas soket penghancur kon siri HP
b. Galas berbentuk mangkuk menyokong bahagian penghancuran.
c. Laraskan masalah kelajuan mesin kon dengan melaraskan ketebalan gasket bingkai atas aci mangkuk.
3. Langkah berjaga-jaga untuk penggunaan soket penghancur kon hidraulik berbilang silinder
a. Di kawasan panas, penyejukan air dan penyejukan udara dengan bingkai atas aci mangkuk adalah lebih sesuai semasa pemasangan.
b. Penyejukan udara lebih sesuai untuk penghancur kon yang dipasang di kawasan sejuk.
c. Buat pertimbangan penggantian berdasarkan tahap haus jubin berbentuk mangkuk untuk mengelakkan kerosakan pada bingkai atas aci mangkuk.

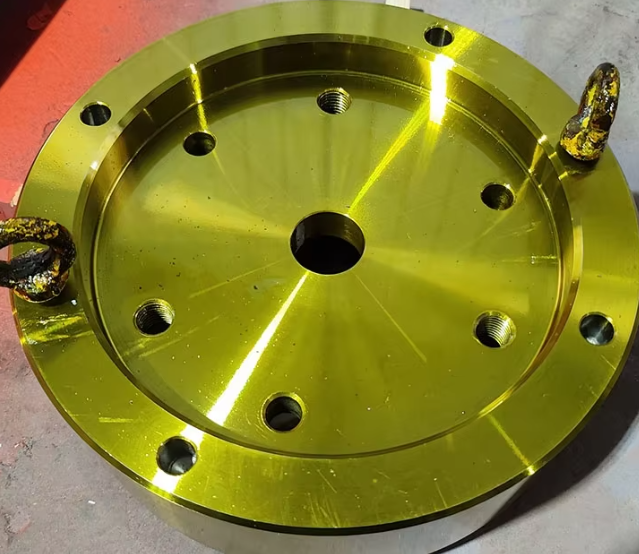
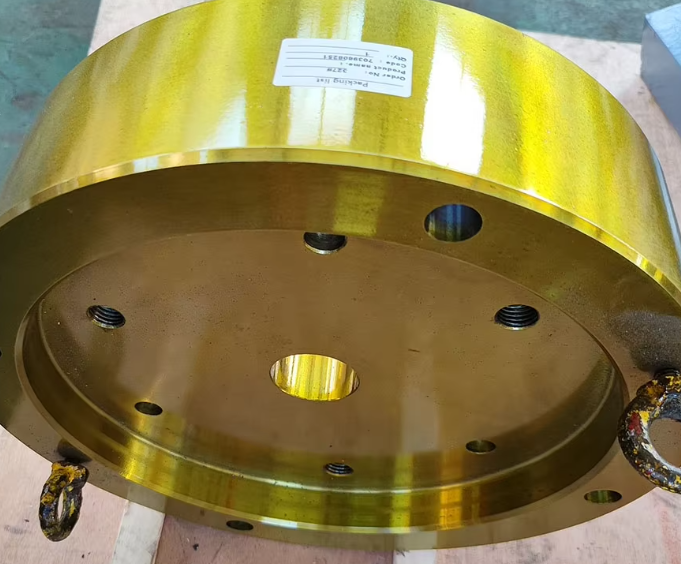
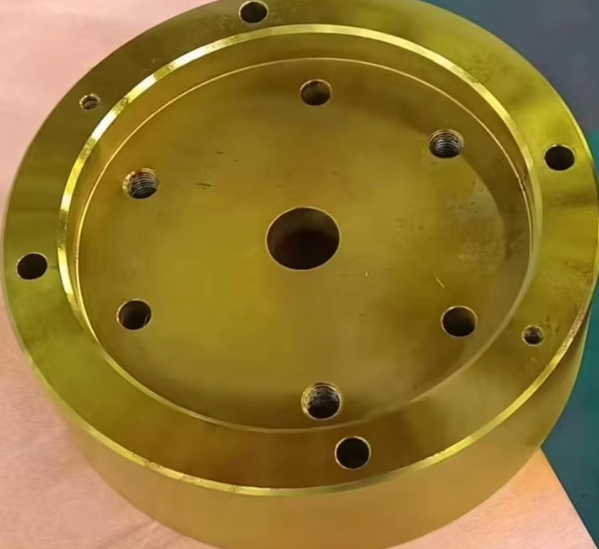
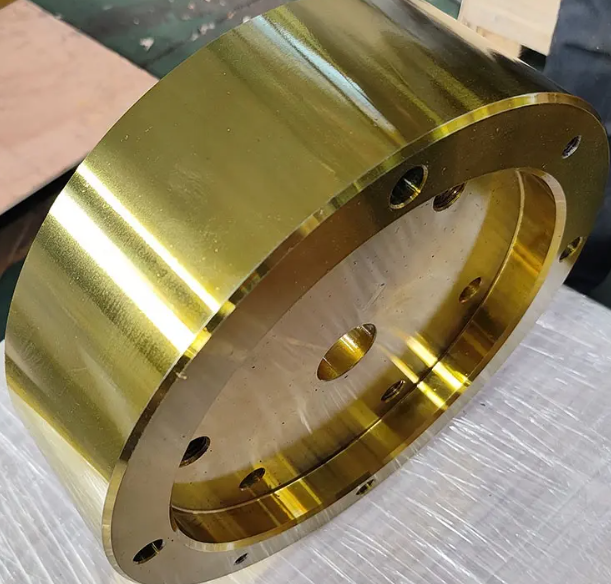
Sokongan jubin berbentuk mangkuk penghancur kon ialah komponen penting dalam penghancur kon. Berikut ialah pengenalan terperinci dan proses pembuatan am untuknya: **Terperinci Pengenalan**: Sokongan jubin berbentuk mangkuk terutamanya memainkan peranan menyokong dan membetulkan jubin berbentuk mangkuk Jubin berbentuk mangkuk kemudiannya membawa bahagian badan penghancur kon Semasa operasi penghancur, bahagian badan berputar dan buaian pada jubin berbentuk mangkuk Sokongan jubin berbentuk mangkuk dipasang pada dasar mesin, dan kualiti dan prestasinya adalah penting untuk operasi penghancur yang stabil Ia perlu mempunyai kekuatan dan ketegaran yang mencukupi untuk menahan tekanan yang besar dan getaran yang dihasilkan semasa operasi penghancur Pada masa yang sama, untuk memastikan operasi biasa jubin berbentuk mangkuk, ketepatan pemasangan antara sokongan dan jubin berbentuk mangkuk adalah agak tinggi. *: 1. Reka bentuk dan pemilihan bahan: Mengikut spesifikasi dan keperluan kerja penghancur kon, reka bentuk sokongan jubin berbentuk mangkuk. Apabila memilih bahan, biasanya pertimbangkan bahan berkekuatan tinggi dan tahan haus untuk memastikan hayat perkhidmatannya. 2. Tuangan atau pemprosesan kosong: Mengikut bahan yang dipilih, gunakan kaedah pemprosesan tuangan atau mekanikal untuk mengeluarkan bahagian kosong. Pemutus boleh memperoleh bentuk yang agak kompleks, tetapi mungkin memerlukan pemprosesan seterusnya untuk memenuhi keperluan ketepatan; pemprosesan mekanikal secara langsung boleh mendapatkan kosong dengan ketepatan yang lebih tinggi. 3. Pemprosesan yang tepat: Lakukan pelbagai pemprosesan mekanikal pada tempat kosong, seperti memusing, mengisar, mengisar, dll., untuk mencapai saiz, bentuk dan ketepatan permukaan yang direka bentuk. Ini termasuk pemprosesan permukaan pemasangan, lubang sambungan, dsb. 4. Rawatan permukaan: Lakukan rawatan permukaan yang sesuai untuk meningkatkan rintangan haus, rintangan kakisan dan sifat lain. Contohnya, lakukan rawatan haba seperti pelindapkejutan dan pengkarburan, atau lakukan rawatan salutan permukaan. 5. Pemeriksaan kualiti: Menjalankan pemeriksaan kualiti yang ketat pada sokongan jubin berbentuk mangkuk yang dihasilkan, termasuk pemeriksaan ketepatan dimensi, pengesanan kecacatan, dll., untuk memastikan ia tidak mempunyai kecacatan dan memenuhi keperluan reka bentuk. 6. Pengesahan pemasangan: Sahkan dalam persekitaran pemasangan sebenar untuk memastikan bahawa sokongan jubin berbentuk mangkuk boleh muat dengan tepat dengan komponen lain (seperti jubin berbentuk mangkuk, tapak penghancur, dll.) untuk memastikan operasi biasa penghancur. Dalam proses pembuatan sebenar, langkah dan parameter proses tertentu mungkin berbeza bergantung pada pengilang, keadaan peralatan dan keperluan produk. Untuk memastikan kualiti dan prestasi sokongan jubin berbentuk mangkuk, kualiti proses setiap pautan perlu dikawal dengan ketat semasa proses pembuatan.Pada masa yang sama, perhatian juga harus diberikan kepada jurang yang sesuai antara sokongan dan jubin berbentuk mangkuk. Ini adalah kesukaran teknikal yang penting. Jurang yang terlalu besar atau terlalu kecil boleh menyebabkan operasi yang tidak normal pada jubin berbentuk mangkuk dan juga menyebabkan kegagalan peralatan. Berikut ialah beberapa maklumat tambahan tentang belukar galas berbentuk mangkuk. Belukar galas ialah bahagian penting yang dipasang pada sokongan jubin berbentuk mangkuk: Belukar galas berbentuk mangkuk (juga dipanggil jubin pelapik, jubin berbentuk mangkuk) ialah pemasangan tembaga yang sangat kritikal pada bahagian utama dalam penghancur kon. Fungsinya termasuk: mengurangkan daya geseran gelongsor peralatan semasa operasi dan mengurangkan kehilangan kuasa; meningkatkan hayat perkhidmatan bahagian tahan haus penghancur kon, mengurangkan kos penyelenggaraan dan pembaikan, dan berusaha untuk penggunaan peralatan yang lebih tinggi; berkesan melindungi bahagian keluli yang bersentuhan dengannya daripada haus. Apabila bahagian tembaga haus, ia mudah diganti. Bahagian pemasangan terletak di pinggir aci utama penghancur kon, di antara dinding bawah dinding penghancur dan dinding atas kurungan jubin berbentuk mangkuk, dan ia berada di bawah tekanan yang sangat tinggi. Keperluan bahan dan saiznya agak tinggi. Khususnya, jurang pemasangan di antaranya dan kurungan jubin berbentuk mangkuk dan dinding penghancur adalah kesukaran teknikal yang paling penting. Disebabkan oleh kesilapan pembuatan dan pemasangan, ia adalah mudah untuk menyebabkan keretakan atau bahkan menghancurkan belukar galas berbentuk mangkuk semasa operasi, mengakibatkan kemalangan peralatan yang serius. Oleh itu, memilih belukar galas berbentuk mangkuk dengan bahan terjamin dan saiz pemprosesan adalah kunci kepada sama ada peralatan boleh beroperasi secara normal. Belukar galas berbentuk mangkuk kerap haus dan selalunya perlu diganti. Kaedah pembuatan khusus belukar galas berbentuk mangkuk untuk penghancur adalah seperti berikut (merujuk kepada kandungan paten): Belukar galas berbentuk mangkuk ini termasuk badan berbentuk mangkuk. Permukaan atas bahagian tengah badan disediakan dengan lubang aci, dan permukaan bawah bahagian tengah disediakan dengan lengan aci sambungan yang memanjang secara menegak ke bawah di sepanjang dinding sisi lubang aci, yang sesuai untuk pemasangan berikutnya ; dinding sebelah dalam bahagian tengah disediakan dengan alur anulus, yang boleh menyimpan minyak dan menghalang minyak berlebihan daripada melimpah dari bahagian atas badan. Permukaan bawah alur anulus disediakan dengan kepelbagaian pulangan minyak melalui lubang, dan skrin penapis disediakan dalam pemulangan minyak melalui lubang untuk memainkan peranan menapis kekotoran dan memastikan ketulenan minyak pelincir dan menghalang pemulangan minyak. melalui lubang daripada disekat. Skrin penapis terdiri daripada helaian beralun bersepadu. Lembaran beralun bersebelahan bersentuhan antara satu sama lain untuk membentuk beberapa lubang penapis, dan kepingan beralun disediakan dengan tepi lipatan,yang membahagikan helaian beralun kepada beberapa bahagian beralun yang sama panjang; bahagian beralun bermula dari satu sisi helaian beralun di sepanjang tepi lipatan dan dilipat mengikut urutan mengikut urutan 180° mengikut arah jam dan 180° lawan jam, dan kemudian ditekan dan dibentuk oleh mesin untuk membentuk skrin penapis, dan permukaan skrin penapis adalah berbentuk sarang lebah. Skrin penapis yang disediakan dengan lipatan ini boleh membentuk skrin penapis dengan baik, dengan berkesan mengelakkan kecacatan skrin penapis menjadi lembut akibat salah jajaran kepingan beralun, dan juga memainkan kesan penapisan yang baik. Di samping itu, lapisan tahan haus disediakan di luar badan, dengan itu mengurangkan haus dan meningkatkan hayat perkhidmatan. Dinding sisi dalam badan di atas alur anulus disediakan dengan bahagian sokongan anulus yang menonjol ke atas, dan dinding sisi dalam badan di atasnya disediakan dengan alur anulus atas. Semasa operasi, belukar galas berbentuk mangkuk dipasang pada bingkai sokongan berbentuk mangkuk, dan bahagian bawah badan kon penghancur ditekan pada dinding sisi dalaman belukar galas berbentuk mangkuk untuk putaran. Bahagian sokongan yang dinaikkan anulus bersentuhan terus dan bergesel pada permukaan dinding bawah badan kon penghancur. Ketebalannya agak tebal, supaya daya sokongannya besar dan tidak akan pecah. Alur anulus atas juga boleh menyimpan minyak untuk mengelakkan minyak berlebihan daripada melimpah dari bahagian atas badan. Pulangan minyak melalui lubang melalui dinding sisi luar badan, dan diameternya adalah sama dengan lebar alur anulus, supaya minyak dalam alur anulus boleh direfluks untuk kegunaan semula yang mudah. Dinding sisi lengan aci sambungan disediakan dengan kepelbagaian lubang pin penentududukan, dan dinding sisi dalaman leher badan disediakan dengan kepelbagaian lubang penentududukan, yang sesuai untuk pemasangan dan penentududukan seterusnya. Lapisan tahan haus ialah lapisan komposit aloi berkekuatan tinggi. Lapisan permukaan disediakan di antara lapisan tahan haus dan badan. Lapisan permukaan diperbuat daripada dawai kimpalan tahan haus dengan membuat permukaan. Komponen dan peratusan beratnya yang terkandung dalam lapisan tahan haus ialah: 25.00%-55.00% kromium, 3.00%-8.00% karbon, 0.50%-4.00% mangan, 0.10%-3.00% silikon, 0.25%-3.00% nikel, 0.25%-3.00% molibdenum, 0.10%-1.50% vanadium, dan bakinya adalah besi dan kekotoran yang tidak dapat dielakkan. Komponen dan peratusan beratnya yang terkandung dalam lapisan permukaan ialah: 15.00%-35.00% kromium, 3.00%-6.00% karbon, 0.50%-3.00% mangan, 0.20%-2.00% titanium, 0.50%-1.50% boron, 0.50%-1.50% boron -1.50% vanadium, 0.15%-0.55% nikel, 0.10%-0.50% niobium, dan bakinya adalah besi dan kekotoran yang tidak dapat dielakkan. Mencairkan lapisan permukaan antara badan dan lapisan tahan haus, dalam satu tangan, meningkatkan rintangan haus; sebaliknya, di antara badan,lapisan permukaan dan lapisan tahan haus membentuk a"roti sandwic"struktur. Lapisan permukaan memainkan peranan sebagai jambatan untuk ikatan cair panas pada badan dan lapisan tahan haus. Ketiga-tiganya digabungkan dan digabungkan menjadi satu melalui rawatan haba. Semasa meningkatkan ketebalan lapisan komposit, bahagian luar badan ditutup dengan lapisan pelindung tahan haus dua lapisan, meningkatkan kekuatan struktur.