Pengenalan Terperinci kepada Penghancur Kon Siri CH
1. Gambaran Keseluruhan dan Aplikasi Penghancur Kon Siri CH
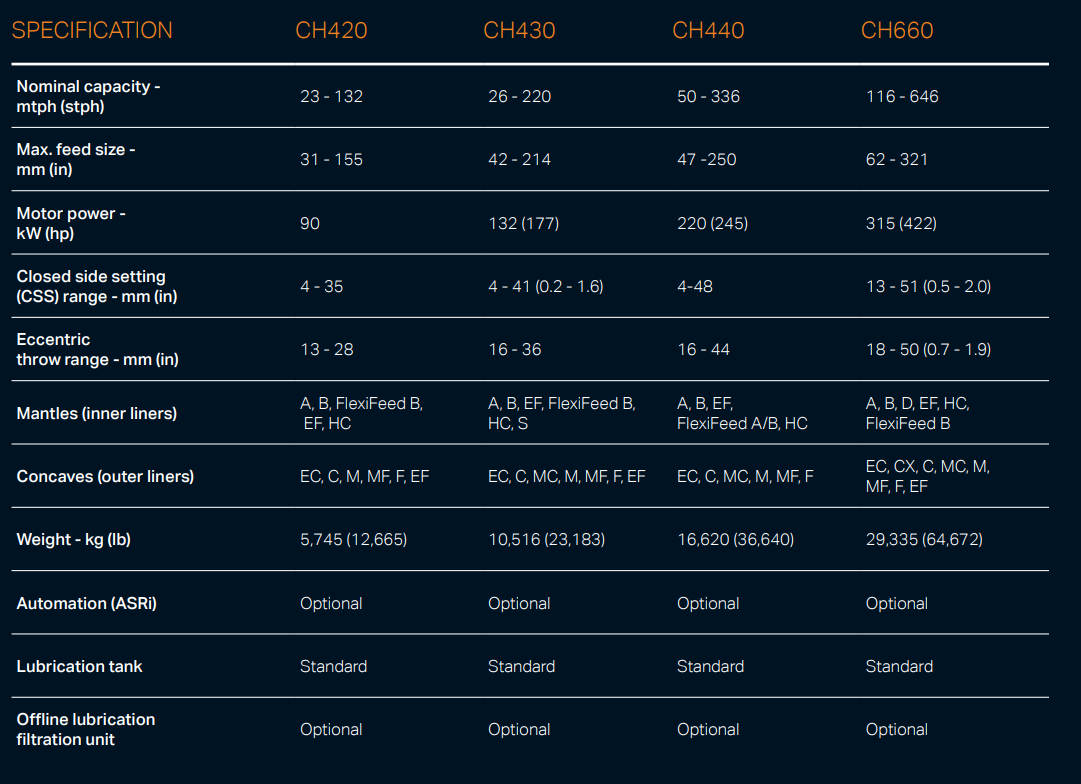
Penghancur kon siri CH ialah peralatan penghancuran sederhana hingga halus berprestasi tinggi yang dibangunkan untuk bahan keras dan kasar, digunakan secara meluas dalam perlombongan, pengeluaran agregat dan industri metalurgi. Ia menyepadukan teknologi canggih seperti reka bentuk rongga yang dioptimumkan, pelarasan hidraulik dan kawalan pintar, menampilkan kecekapan penghancuran yang tinggi (sehingga 2000 t/j), kubisiti produk yang sangat baik (≥85%), dan kebolehsuaian yang kuat kepada bahan seperti granit, basalt dan bijih.
Prinsip kerjanya adalah berdasarkan penghancuran laminasi: motor memacu lengan aci sipi untuk berputar, menyebabkan kon bergerak berayun secara berkala. Bahan diperah, dibengkokkan, dan dihempap di antara kon bergerak dan kon tetap, dihancurkan secara beransur-ansur menjadi zarah seragam dan dinyahcas melalui port nyahcas boleh laras. Siri ini termasuk model seperti CH430, CH660, dan CH890, meliputi kapasiti pemprosesan yang berbeza untuk memenuhi keperluan pengeluaran yang pelbagai.
2. Komposisi dan Struktur Penghancur Kon Siri CH
Penghancur kon siri CH terdiri daripada pemasangan teras dengan penyelarasan yang tepat, memastikan operasi yang stabil dan cekap:
2.1 Pemasangan Kerangka Utama
2.2 Perhimpunan Menghancurkan
Kon Bergerak: Terdiri daripada badan kon 42CrMo yang ditempa dan pelapik besi tuang kromium tinggi (Cr20). Badan kon mempunyai bahagian bawah sfera yang sesuai dengan galas sfera aci utama, membolehkan hayunan fleksibel. Pelapik dipasang melalui tuangan aloi zink untuk memastikan sentuhan ketat, dengan ketebalan lapisan tahan haus 30–80 mm.
Kon Tetap (Concave): Pelapik anulus bersegmen (3–6 segmen) diperbuat daripada Cr20 atau ZGMn13, dipasang pada bingkai atas. Profil rongga setiap segmen (sudut 18°–25°) dioptimumkan untuk keperluan saiz zarah tertentu, dengan struktur saling mengunci untuk mengelakkan kebocoran bahan.
2.3 Sistem Penghantaran dan Pemacu
Lengan Aci Sipi: Lengan keluli tuang (ZG35CrMo) dengan kesipian 10–30 mm, memacu ayunan aci utama. Ia dilengkapi dengan gear serong yang besar (20CrMnTi, dikarburkan dan dipadamkan) dan dipasang pada galas roller sfera.
2.4 Sistem Hidraulik dan Kawalan
Sistem Keselamatan: Perlindungan beban lampau melalui injap pelepas tekanan. Apabila bahan yang tidak boleh dihancurkan masuk, silinder menarik balik untuk mengembangkan port nyahcas, mengeluarkan bendasing dan menetapkan semula secara automatik.
2.5 Sistem Pelinciran dan Kalis Habuk
Pelinciran Minyak Nipis: Sistem bebas dengan dwi pam, penyejuk dan penapis, mengedarkan minyak ISO VG 46 ke galas dan gear pada 0.2–0.4 MPa, mengekalkan suhu <55°C.
3. Proses Casting untuk Komponen Utama
3.1 Bingkai (ZG270-500/ZG35CrMo)
3.2 Lengan Aci Sipi (ZG35CrMo)
3.3 Badan Kon Bergerak (Tempa 42CrMo)
4. Proses Pemesinan
4.1 Pemesinan Bingkai
4.2 Pemesinan Lengan Aci Sipi
4.3 Pemesinan Kon Bergerak
5. Proses Kawalan Kualiti
6. Proses Pemasangan
Penghancur kon siri CH, melalui pembuatan yang tepat dan kawalan kualiti yang ketat, memberikan prestasi yang boleh dipercayai dalam operasi penghancuran berskala besar, memastikan kecekapan tinggi dan kualiti produk











