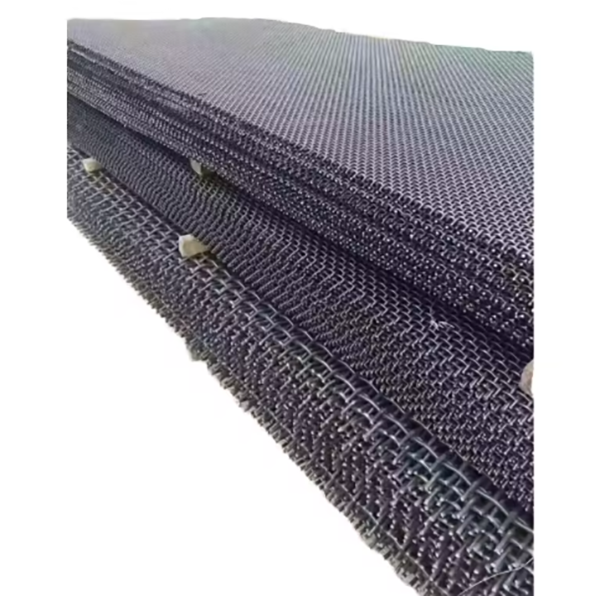
Jaring dawai skrin bergetar, komponen utama dalam peralatan penyaringan, mengelaskan bahan pukal (bijih, agregat, dll.) mengikut saiz zarah melalui getaran, dengan kecekapan 85–95%. Ia menahan getaran frekuensi tinggi (800–3000 rpm) dan lelasan, memerlukan kekuatan tegangan tinggi dan rintangan haus.
Terdiri daripada wayar meledingkan/pakan (bahan: keluli karbon tinggi, keluli tahan karat), bukaan jejaring (0.1–100 mm, persegi/segi empat tepat/heksagon), dan tetulang tepi, ia mempunyai jenis struktur: tenunan (tenunan biasa/kerapar/Belanda), dikimpal (persimpangan plat kimpalan tegar (plat berlubang), dan
Proses pembuatan berbeza mengikut jenis: tenunan mesh melibatkan lukisan dawai, meluruskan, menganyam dan rawatan tepi; mesh yang dikimpal menggunakan penyediaan wayar, penjajaran grid, kimpalan rintangan, dan rawatan permukaan; mesh berlubang memerlukan pemotongan plat, tebukan, dan deburring. Kemasan termasuk galvanizing, penggilap, atau salutan.
Kawalan kualiti meliputi ujian bahan (kekuatan tegangan, komposisi), pemeriksaan dimensi (saiz pembukaan, kerataan), ujian struktur (kekuatan kimpalan, rintangan lelasan), dan pengesahan prestasi (kecekapan penyaringan, keletihan getaran).
Pemasangan melibatkan penyediaan rangka, kedudukan jaringan, penetapan (bolt/bar baji), pelarasan tegangan (10–20 kN/m), dan pengedap/ujian untuk memastikan operasi yang stabil. Mesh ini penting untuk pengelasan bahan yang cekap dalam perlombongan, pembinaan dan metalurgi.
Pengenalan Terperinci kepada Wire Mesh Skrin Bergetar
1. Gambaran Keseluruhan dan Fungsi Wire Mesh Skrin Bergetar
Jaring dawai skrin bergetar ialah komponen kritikal peralatan penapisan bergetar, terutamanya digunakan untuk mengelas, menyahhidrat atau menyahlim bahan pukal (cth, bijih, agregat, arang batu dan serbuk industri) dalam industri perlombongan, pembinaan, metalurgi dan kimia. Fungsi terasnya ialah untuk mengasingkan bahan kepada pecahan saiz zarah yang berbeza dengan menggunakan getaran skrin: zarah yang lebih kecil daripada bukaan mesh melaluinya, manakala zarah yang lebih besar dikekalkan dan dinyahcas.
Prestasi wire mesh secara langsung mempengaruhi kecekapan penyaringan (biasanya 85–95%) dan kualiti produk. Ia mesti menahan getaran frekuensi tinggi (800–3000 rpm), kesan bahan dan lelasan, yang memerlukan sifat seperti kekuatan tegangan tinggi, rintangan haus dan kestabilan dimensi.
2. Komposisi dan Struktur Skrin Bergetar Wire Mesh
Mesh skrin bergetar terdiri daripada beberapa komponen utama, dengan struktur yang berbeza-beza mengikut aplikasi (cth, saringan kasar, saringan halus):
2.1 Komponen Teras
Tali Kawat: Blok binaan asas, dibahagikan kepada wayar meledingkan (membujur, selari dengan aliran bahan) dan wayar pakan (melintang, berserenjang dengan aliran bahan). Ia diperbuat daripada keluli karbon tinggi (Q235, 65Mn), keluli tahan karat (304, 316), atau aloi khas (cth, keluli kromium tinggi untuk rintangan haus). Diameter wayar berjulat dari 0.2 mm (saringan halus) hingga 12 mm (saringan kasar).
Pembukaan Mesh: Ruang antara wayar bersebelahan, menentukan saiz pemisahan. Bukaan adalah segi empat sama, segi empat tepat atau heksagon, dengan saiz dari 0.1 mm (saringan mikro) hingga 100 mm (saringan kasar). Bukaan persegi adalah yang paling biasa untuk pengelasan seragam.
Pengukuhan Tepi: Rangka atau sempadan yang diperbuat daripada wayar yang lebih tebal (diameter 2–5 mm) atau jalur keluli (tebal 3–8 mm) yang dikimpal atau dikelim pada perimeter jejaring. Ia meningkatkan kestabilan struktur dan memudahkan pemasangan pada bingkai skrin.
2.2 Jenis Struktur
Anyaman Wire Mesh: Jenis yang paling biasa, dibentuk dengan menjalin wayar ledingan dan pakan menggunakan tenunan biasa, kepar atau Belanda:
Tenunan Biasa: Setiap wayar meledingkan berselang-seli di atas dan di bawah wayar pakan, sesuai untuk penapisan sederhana (saiz bukaan 1–50 mm).
Tenunan Twill: Wayar meledingkan melepasi dua/di bawah dua wayar pakan, menawarkan kekuatan yang lebih tinggi untuk aplikasi tugas berat (cth, penapisan bijih).
Tenunan Belanda: Wayar meledingkan halus dan wayar pakan kasar dianyam ketat, digunakan untuk saringan halus (saiz bukaan <1 mm).
Jaring Dawai Dikimpal: Wayar meledingkan dan pakan dikimpal di setiap persimpangan, memberikan struktur tegar dan saiz bukaan yang tepat (sesuai untuk penapisan agregat dengan bukaan 5–100 mm).
Mesh Plat Berlubang: Dibuat dengan menebuk lubang pada plat keluli (ketebalan 1–8 mm), sesuai untuk bahan yang melelas (cth, granit) kerana rintangan hentaman yang tinggi.
3. Proses Pengilangan Skrin Bergetar Wire Mesh
3.1 Pembuatan Wire Mesh Tenunan
Lukisan Kawat: Batang keluli mentah ditarik melalui acuan untuk mengurangkan diameter dan meningkatkan kekuatan tegangan. Untuk keluli karbon tinggi, lukisan diikuti dengan penyepuhlindapan (700–800°C) untuk mengurangkan kerapuhan. Toleransi diameter wayar dikawal dalam lingkungan ±0.02 mm.
Meluruskan dan Memotong Kawat: Wayar yang dilukis diluruskan menggunakan pelurus penggelek dan dipotong mengikut panjang (sepadan dengan lebar/panjang skrin).
Menenun:
Tenunan Biasa/Kepar: Wayar dijalin pada alat tenun, dengan ketegangan dikawal (50–100 MPa) untuk memastikan saiz bukaan seragam.
Tenunan Belanda: Wayar meledingkan halus dibungkus padat dan ditenun dengan wayar pakan kasar pada tegangan tinggi untuk membentuk bukaan sempit.
Rawatan Tepi: Perimeter jejaring dilipat, dikelim atau dikimpal pada jalur tetulang. Tepi yang dikimpal menggunakan kimpalan titik (arus 5–15 kA) untuk mengikat wayar pada bingkai.
3.2 Pembuatan Wire Mesh Dikimpal
Penyediaan Kawat: Serupa dengan tenunan mesh—melukis, meluruskan dan memotong wayar mengikut panjang tertentu.
Penjajaran Grid: Wayar meledingkan dan pakan disusun dalam corak grid menggunakan jig penentududukan, memastikan toleransi saiz bukaan (±0.1 mm untuk jaringan halus, ±0.5 mm untuk jaringan kasar).
Kimpalan Rintangan: Setiap persimpangan dikimpal menggunakan elektrod, dengan parameter: voltan 2–5 V, arus 10–50 kA, dan masa kimpalan 0.01–0.1 saat. Ini membentuk sendi yang kuat dan tegar yang tahan terhadap getaran.
Rawatan Permukaan: Tergalvani pilihan (celup panas atau penyaduran elektrik) untuk rintangan kakisan, dengan ketebalan salutan zink 50–100 μm.
3.3 Pembuatan Mesh Plat Berlubang
Memotong Pinggan: Plat keluli (Q235, keluli tahan karat) dipotong mengikut dimensi skrin menggunakan pemotongan plasma atau laser.
Menumbuk: Lubang ditebuk menggunakan penekan tebuk CNC, dengan cetakan sepadan dengan bentuk/saiz bukaan yang diingini. Daya tebukan berkisar antara 100–500 kN, bergantung pada ketebalan plat dan saiz lubang.
Deburring: Tepi lubang dibuang menggunakan roda pengisar untuk mengelakkan kerosakan wayar dan memastikan aliran bahan lancar.
4. Proses Pemprosesan dan Penamat
Rawatan Permukaan:
Galvanizing: Untuk mesh keluli karbon, galvanizing hot-dip (450–460°C) membentuk lapisan aloi zink-besi, meningkatkan rintangan kakisan (hayat perkhidmatan 5–10 tahun dalam persekitaran luar).
Menggilap: Mesh keluli tahan karat digilap hingga kekasaran permukaan Ra0.8–1.6 μm, mengurangkan lekatan bahan.
Salutan: Poliuretana atau salutan getah pilihan (tebal 1–3 mm) pada permukaan wayar untuk rintangan lelasan yang melampau (cth, aplikasi perlombongan).
Celah dan Saiz: Kepingan jejaring besar dipotong mengikut dimensi bingkai skrin menggunakan gunting atau pemotong laser, dengan toleransi panjang/lebar ±1 mm.
Pemasangan Bingkai: Untuk skrin modular, jejaring diikat atau diapit pada rangka keluli (besi sudut atau keluli saluran) menggunakan gasket getah untuk melembapkan getaran dan mengelakkan kebocoran bahan.
5. Proses Kawalan Kualiti
Pengujian Bahan:
Ujian tegangan helai dawai memastikan kekuatan (cth, keluli 65Mn: kekuatan tegangan ≥1000 MPa).
Analisis komposisi kimia (spektrometri) mengesahkan gred bahan (cth, keluli tahan karat 304: Cr ≥18%, Ni ≥8%).
Pemeriksaan Dimensi:
Pengukuran saiz bukaan menggunakan angkup atau pembanding optik, memastikan pematuhan dengan spesifikasi (cth, bukaan 10 mm dengan toleransi ±0.2 mm).
Semak kerataan jaringan menggunakan tepian lurus, dengan sisihan ≤2 mm/m untuk mengelakkan saringan tidak sekata.
Ujian Integriti Struktur:
Ujian Kekuatan Kimpalan: Untuk mesh yang dikimpal, ujian tarik pada persimpangan wayar (daya pecah minimum ≥5 kN untuk wayar 5 mm).
Ujian Ketahanan Lelasan: Sampel tertakluk kepada ujian lelasan pasir kering ASTM G65, dengan kitaran penurunan berat badan ≤5 g/1000 untuk keluli kromium tinggi.
Pengesahan Prestasi:
Ujian Kecekapan Saringan: Sampel bahan yang digredkan disaring, dengan kecekapan dikira sebagai (jisim bahan lulus / jumlah jisim) × 100% (diperlukan ≥90%).
Ujian Keletihan Getaran: Mesh dipasang pada platform bergetar (1500 rpm) selama 100 jam, memeriksa wayar putus atau longgar.
6. Proses Pemasangan
Persediaan: Bingkai skrin dibersihkan, dan gasket getah (tebal 3–5 mm) diletakkan pada permukaan pelekap bingkai untuk menutup celah.
Kedudukan Mesh: Jaring dawai diletakkan rata pada bingkai, memastikan penjajaran dengan suapan/pelepasan berakhir. Untuk skrin besar, berbilang panel mesh dicantumkan dengan tepi bertindih (50–100 mm) dan diapit.
Membetulkan: Jaringan diikat menggunakan bolt, klip atau bar baji:
Pembetulan Bolt: Baut M8–M12 dijarakkan 100–200 mm di sepanjang tepi, diketatkan kepada tork 30–50 N·m.
Bar Baji: Baji logam didorong ke dalam slot pada bingkai, memampatkan jejaring untuk pemasangan pantas (biasa dalam skrin perlombongan).
Pelarasan Ketegangan: Jaringan ditegangkan secara seragam (ketegangan 10–20 kN/m) menggunakan turnbuckle atau bolt penegang untuk mengelakkan kendur semasa getaran. Ketegangan disahkan menggunakan meter ketegangan.
Pengedap dan Pengujian: Jurang antara panel mesh dan bingkai dimeterai dengan buih poliuretana atau jalur getah. Larian ujian (30 minit) dijalankan untuk memeriksa bunyi yang disebabkan oleh getaran, pergerakan jaringan atau kebocoran bahan.
Mesh skrin bergetar, melalui pembuatan yang tepat, kawalan kualiti yang ketat, dan pemasangan yang betul, memastikan pengelasan bahan yang cekap dan boleh dipercayai, menjadikannya sangat diperlukan dalam barisan pemprosesan bahan pukal