Pengenalan Terperinci kepada Impact Crusher
1. Gambaran Keseluruhan dan Penggunaan Impact Crusher
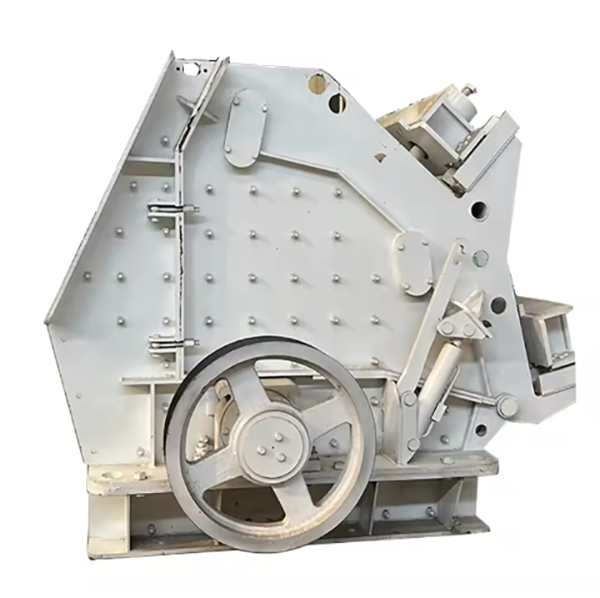
Penghancur impak ialah peralatan penghancuran berkecekapan tinggi yang menghancurkan bahan melalui hentaman berkelajuan tinggi dan lantunan. Prinsip kerjanya ialah: motor memacu pemutar untuk berputar pada kelajuan tinggi (1000–2000 rpm), dan tukul impak yang dipasang pada pemutar mengenai bahan yang memasuki ruang penghancuran. Bahan dihancurkan oleh hentaman, kemudian melantun semula ke plat hentaman untuk penghancuran sekunder, dan akhirnya dilepaskan melalui celah antara plat hentaman dan pemutar apabila mencapai saiz zarah yang diperlukan.
Ia sesuai untuk menghancurkan bahan sederhana keras dan rapuh dengan kekuatan mampatan ≤300 MPa, seperti batu kapur, konkrit, asfalt, arang batu dan bijih. Disebabkan kelebihan struktur ringkas, nisbah penghancuran yang tinggi (sehingga 50:1), dan bentuk zarah produk yang baik, ia digunakan secara meluas dalam industri pembinaan, perlombongan, pembinaan jalan raya dan kitar semula.
2. Komposisi dan Struktur Penghancur Impak
Penghancur kesan terutamanya terdiri daripada komponen teras berikut, yang bekerjasama untuk menyelesaikan proses penghancuran:
2.1 Pemasangan Bingkai
Bingkai Atas: Struktur yang dikimpal diperbuat daripada plat keluli Q355B (ketebalan 10–20 mm), membentuk ruang suapan dan penghancuran. Ia dilengkapi dengan corong suapan dan peranti pelarasan plat hentaman, dengan tulang rusuk pengukuh (ketebalan 8–15 mm) untuk menahan daya hentaman.
2.2 Pemasangan Rotor
Tukul Kesan: Bahagian kerja utama diperbuat daripada besi tuang kromium tinggi (Cr15–20) atau keluli aloi (40CrNiMo). Mereka berengsel pada aci tukul dan boleh berayun bebas, dengan berat 2–20 kg bergantung pada model. Kepala tukul direka bentuk dengan bentuk yang tajam atau tumpul mengikut ciri bahan.
2.3 Pemasangan Plat Kesan
Plat Kesan: Plat tahan haus yang diperbuat daripada keluli mangan tinggi (ZGMn13) atau besi tuang kromium tinggi, dengan ketebalan 20–40 mm. Mereka dipasang pada bingkai atas dan membentuk rongga penghancuran dengan pemutar. Bilangan plat hentaman ialah 1–3, bergantung pada peringkat penghancuran (utama atau menengah).
2.4 Sistem Pemacu
2.5 Keselamatan dan Peranti Bantu
3. Proses Casting untuk Komponen Utama
3.1 Tukul Kesan (Besi Tuang Kromium Tinggi Cr15–20)
3.2 Cakera Rotor (ZG310-570 Cast Steel)
3.3 Aci Utama (Tempaan 40Cr)
4. Proses Pemesinan
4.1 Pemesinan Cakera Rotor
4.2 Pemesinan Aci Utama
4.3 Pemesinan Plat Impak
4.4 Pemesinan Bingkai
5. Proses Kawalan Kualiti
6. Proses Pemasangan
Melalui proses pembuatan yang ketat, kawalan kualiti, dan pemasangan standard, penghancur impak boleh mencapai operasi yang cekap dan stabil, memenuhi keperluan penghancuran pelbagai industri untuk bahan sederhana keras dan rapuh