Pengenalan Terperinci kepada VSI Sand Making Crusher
1. Gambaran Keseluruhan dan Aplikasi Penghancur Pembuatan Pasir VSI
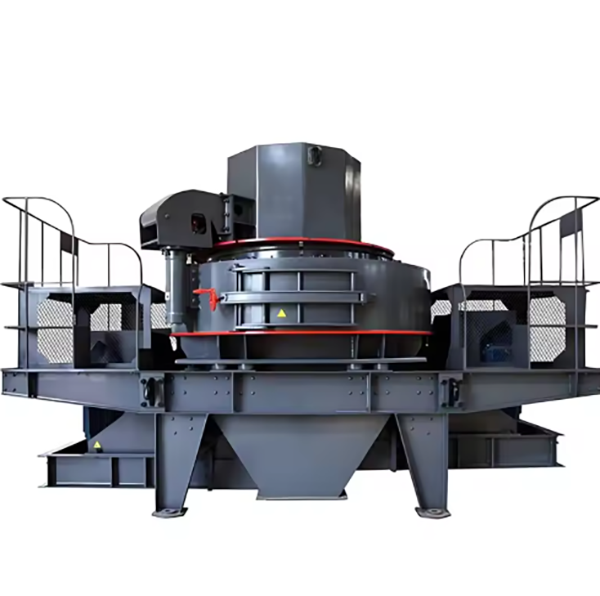
Penghancur pasir VSI (Vertical Shaft Impact) ialah peralatan kecekapan tinggi yang direka untuk menghasilkan pasir tiruan dan membentuk agregat berkualiti tinggi. Ia menggunakan prinsip penghancuran hentaman "stone-on-stone" atau "stone-on-irond": bahan dipercepatkan oleh pemutar berputar berkelajuan tinggi (kelajuan 2800–3500 rpm) dan dilontarkan terhadap pelapik ruang penghancur atau bahan lain, mencapai penghancuran melalui hentaman, geseran dan ricih.
Penghancur ini digunakan secara meluas dalam projek pembinaan, lebuh raya, kereta api, dan pemuliharaan air, sesuai untuk pemprosesan bahan seperti granit, batu kapur, kerikil sungai, dan bijih. Ia menghasilkan pasir dengan bentuk butiran yang sangat baik (kubisiti tinggi, kandungan seperti jarum rendah ≤10%) dan modulus kehalusan boleh laras (2.6–3.0), memenuhi piawaian kebangsaan untuk pasir pembinaan.
2. Komposisi dan Struktur Penghancur Pembuatan Pasir VSI
Penghancur membuat pasir VSI terdiri daripada komponen teras yang bekerja dalam penyelarasan untuk memastikan pengeluaran pasir yang cekap:
2.1 Perhimpunan Badan Utama
2.2 Pemasangan Rotor
2.3 Sistem Pemakanan dan Pengagihan
Pengedar Bahan: Komponen berbentuk kon di dalam penutup atas, mengagihkan bahan kepada dua bahagian: satu bahagian memasuki rotor untuk pecutan, dan satu lagi jatuh ke dalam ruang penghancuran untuk penghancuran "stone-on-stone".
2.4 Sistem Pemacu
Takal/Gandingan: Untuk pemacu tali pinggang V, takal besar pada aci utama dan takal kecil pada motor memastikan nisbah penghantaran 1:1.2–1:1.5. Gandingan (cth, gandingan pin elastik) digunakan untuk pemacu terus untuk mengurangkan kehilangan tenaga.
2.5 Sistem Pelinciran dan Penyejukan
3. Proses Pengilangan Penghancur Pembuatan Pasir VSI
3.1 Cakera Rotor (Tempaan 42CrMo)
3.2 Kepala Membaling (Besi Tuang Kromium Tinggi Cr20–25)
3.3 Aci Utama (Tempaan 40CrNiMoA)
4. Proses Pemprosesan
4.1 Pemesinan Cakera Rotor
Pemesinan Kasar: Mesin pengisar CNC memproses bulatan luar, muka hujung, dan lubang pelekap untuk kepala melontar, meninggalkan elaun 1–2 mm.
4.2 Pemesinan Aci Utama
4.3 Pelapik Kebuk Penghancur (Besi Tuang Kromium Tinggi)
4.4 Pemesinan Bingkai dan Penutup
5. Proses Kawalan Kualiti
6. Proses Pemasangan
Penyediaan Asas: Asas konkrit (gred C30) dengan bolt penambat tertanam, kerataan ≤0.1 mm/m, diawet selama 28 hari. Pad pengasingan getaran (tebal 5–10 mm) diletakkan pada asas untuk mengurangkan penghantaran hingar dan getaran.
Penghancur pasir VSI, melalui pembuatan yang tepat, kawalan kualiti yang ketat, dan pemasangan yang standard, memastikan pengeluaran pasir tiruan berkualiti tinggi yang cekap, memenuhi permintaan projek pembinaan moden