Kertas kerja ini menghuraikan rangka atas penghancur kon, komponen struktur asas yang terletak di bahagian atas penghancur, yang menyokong pemasangan utama seperti kon tetap, gelang pelarasan dan corong suapan. Fungsi utamanya termasuk sokongan struktur (menanggung beban sehingga ratusan tan dan memindahkannya), membentuk ruang penghancur (bekerjasama dengan kon bergerak), memastikan penjajaran komponen dan melindungi bahagian dalaman.
Bingkai atas, tuangan silinder atau kon berongga yang besar, terdiri daripada komponen seperti badan bingkai (diperbuat daripada keluli tuangan berkekuatan tinggi ZG310–570 atau besi mulur QT600–3), permukaan pelekap kon tetap, panduan gelang pelarasan, sambungan bebibir (bebibir atas dan bawah), dengan rusuk pengukuh, pelincir penyejuk pilihan, dan dalam setiap jaket penyejuk pilihan, dan dalam setiap jaket penyejuk pilihan. ciri.
Proses tuangan rangka atas melibatkan pemilihan bahan, pembuatan corak (dengan elaun pengecutan dan sudut draf), pengacuan (menggunakan pasir hijau atau acuan pasir berikat resin), pencairan dan penuangan (dengan suhu dan kadar aliran terkawal), penyejukan dan goncangan, dan rawatan haba (normalisasi dan pembajaan untuk keluli tuang, penyepuhlindapan untuk besi mulur). Proses pemesinan dan pembuatannya termasuk pemesinan kasar, rawatan haba perantaraan, pemesinan kemasan (bebibir, tirus dalaman, dan panduan cincin pelarasan), dan rawatan permukaan.
Proses kawalan kualiti meliputi pemeriksaan kualiti tuangan (ujian zarah ultrasonik dan magnetik), semakan ketepatan dimensi (menggunakan CMM dan penjejak laser), ujian bahan (komposisi kimia dan ujian kekerasan), ujian beban dan pengesahan kesesuaian pemasangan. Proses ini memastikan rangka atas mempunyai integriti struktur yang mencukupi dan ketepatan dimensi untuk menjamin operasi yang stabil penghancur kon dalam aplikasi tugas berat
Pengenalan Terperinci kepada Komponen Rangka Atas Penghancur Kon
1. Fungsi dan Peranan Bingkai Atas
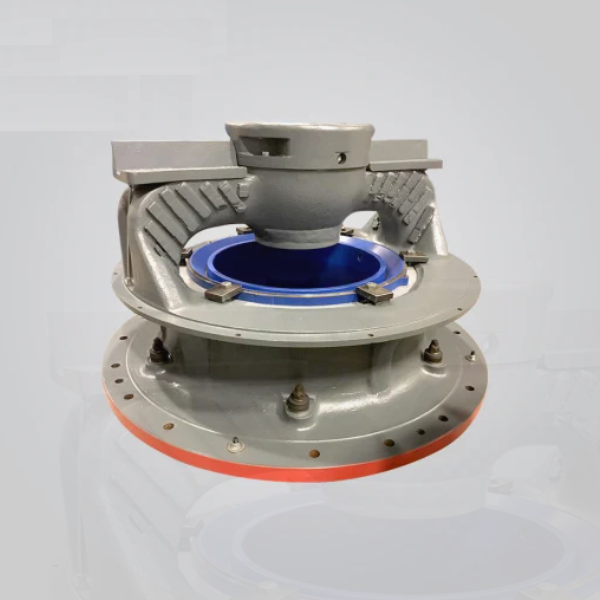
Rangka atas penghancur kon (juga dikenali sebagai bingkai atas atau cangkerang atas) ialah komponen struktur asas yang terletak di bahagian atas penghancur, berfungsi sebagai sokongan utama untuk pemasangan utama seperti kon tetap, gelang pelarasan dan corong suapan. Fungsi utamanya termasuk:
Sokongan Struktur: Menanggung berat pelapik kon tetap, gelang pelarasan, dan beban bahan masuk (sehingga ratusan tan), memindahkan beban ini ke rangka bawah atau asas.
Pembentukan Dewan Penghancur: Bekerja bersama-sama dengan kon bergerak untuk membentuk bahagian atas ruang penghancuran, menentukan ruang kemasukan bahan awal dan membimbing bijih ke dalam zon penghancuran.
Penjajaran Komponen: Mengekalkan kedudukan tepat kon tetap dan gelang pelarasan berbanding dengan kon bergerak, memastikan kawalan jurang penghancuran yang stabil dan output saiz zarah yang seragam.
Perlindungan: Melampirkan komponen dalaman (cth, pemasangan sipi, gear) untuk melindunginya daripada kesan luaran, habuk dan kerosakan alam sekitar.
Memandangkan peranannya dalam galas beban berat dan kestabilan struktur, rangka atas mesti 具备 ketegaran tinggi, rintangan hentaman dan ketepatan dimensi.
2. Komposisi dan Struktur Bingkai Atas
Bingkai atas ialah tuangan besar, berongga, silinder atau kon dengan ciri dalaman dan luaran yang kompleks, yang terdiri daripada komponen utama berikut:
Badan Bingkai: Bahagian struktur utama, biasanya dengan bentuk silinder tirus atau bertingkat, diperbuat daripada keluli tuangan berkekuatan tinggi (cth, ZG310–570) atau besi mulur (QT600–3) untuk penghancur bersaiz besar. Ketebalan dindingnya berkisar antara 50 hingga 150 mm, dengan bahagian yang lebih tebal di kawasan menanggung beban.
Permukaan Pelekap Kon Tetap: Permukaan kon dalaman yang dimesin dengan ketepatan (sudut tirus 15°–30°) yang dipadankan dengan pelapik kon tetap, menampilkan lubang bolt atau alur dovetail untuk pemasangan selamat.
Panduan Cincin Pelarasan: Permukaan silinder luar atau berulir yang bersambung dengan gelang pelarasan, membenarkan pelarasan putaran kon tetap untuk mengubah suai jurang penghancuran. Pemandu berulir menggunakan benang trapezoid (metrik atau inci) untuk pergerakan licin dan menanggung beban.
Sambungan Bebibir:
Bebibir Atas: Bebibir persisian di hujung atas untuk mengamankan corong suapan, dengan lubang bolt jarak sekata (M20–M36) dan permukaan pengedap bermesin untuk mengelakkan kebocoran bahan.
Bebibir Bawah: Bebibir bawah yang bersambung ke bingkai atau tapak bawah, menampilkan bolt tugas berat (gred 8.8 atau 10.9) dan pin dowel untuk penjajaran, memastikan konsentrik dengan aci utama.
Mengukuhkan Tulang Rusuk: Rusuk jejari dalaman dan luaran (tebal 10–30 mm) diagihkan di sepanjang badan rangka untuk meningkatkan ketegaran, mengurangkan pesongan di bawah beban (biasanya terhad kepada ≤0.5 mm di bawah beban penuh).
Pelabuhan Pelinciran dan Pemeriksaan: Lubang yang digerudi atau saluran tuang untuk penghantaran pelincir ke benang gelang pelarasan, dan akses port untuk pemeriksaan visual komponen dalaman.
Jaket Penyejuk (Pilihan): Rongga yang disejukkan air dalam penghancur besar untuk menghilangkan haba dari ruang penghancur, dengan port masuk/alur keluar disambungkan ke sistem penyejukan.
3. Proses Casting untuk Bingkai Atas
Bingkai atas hampir dihasilkan secara eksklusif melalui tuangan pasir kerana saiznya yang besar dan geometri kompleks, dengan langkah berikut:
Pemilihan Bahan:
Keluli tuang berkekuatan tinggi (ZG310–570) diutamakan kerana kekuatan tegangannya yang sangat baik (≥570 MPa) dan keliatan hentaman (pemanjangan ≥15%), sesuai untuk aplikasi beban berat. Untuk bingkai bersaiz sederhana, besi mulur (QT600–3) digunakan untuk kebolehtuangan yang lebih baik dan kos yang lebih rendah.
Membuat Corak:
Corak berskala penuh dibuat menggunakan buih poliuretana atau kayu, mereplikasi bentuk luaran bingkai, tirus dalaman, bebibir dan rusuk. Elaun pengecutan (1.5–2.5%) ditambah berdasarkan bahan (lebih tinggi untuk keluli), dan sudut draf (3°–5°) disertakan untuk penyingkiran acuan mudah.
Coraknya diperkukuh dengan sokongan dalaman untuk mengelakkan ubah bentuk semasa pengacuan.
pengacuan:
Acuan pasir hijau dua bahagian (tahan dan seret) atau acuan pasir berikat resin disediakan, dengan teras pasir besar digunakan untuk membentuk rongga dalaman dan rusuk. Permukaan acuan disalut dengan pencuci tahan api (alumina-silika) untuk memperbaiki kemasan permukaan dan mencegah penembusan logam ke dalam pasir.
Mencair dan Menuang:
Untuk keluli tuang: Aloi dicairkan dalam relau arka elektrik pada 1520–1560°C, dengan komposisi kimia dikawal kepada C 0.25–0.35%, Si 0.2–0.6%, dan Mn 0.8–1.2% untuk mengimbangi kekuatan dan keliatan.
Penuangan dilakukan menggunakan senduk besar dengan mekanisme tuang bawah, memastikan kadar aliran yang stabil (50–100 kg/s) untuk mengisi rongga acuan tanpa pergolakan, yang boleh menyebabkan keliangan atau penutupan sejuk. Suhu menuang ialah 1480–1520°C untuk keluli, 1380–1420°C untuk besi mulur.
Penyejukan dan Shakeout:
Tuangan disejukkan dalam acuan selama 72–120 jam untuk meminimumkan tegasan haba, kemudian dikeluarkan melalui getaran. Sisa pasir dibersihkan menggunakan letupan tembakan (grit keluli G18) untuk mencapai kekasaran permukaan Ra50–100 μm.
Rawatan Haba:
Bingkai keluli tuang menjalani normalisasi (850–900°C, sejukan udara) untuk menapis struktur butiran, diikuti dengan pembajaan (600–650°C) untuk mengurangkan kekerasan kepada 180–230 HBW, meningkatkan kebolehmesinan.
Rangka besi mulur disepuhlindap pada 850–900°C (disejukkan dengan relau) untuk menghilangkan karbida dan mengurangkan kekerasan kepada 190–270 HBW.
4. Proses Pemesinan dan Pembuatan
Pemesinan Kasar:
Bingkai tuangan dipasang pada kilang bor atau kilang gantri CNC yang besar untuk memesin muka bebibir atas dan bawah, diameter luar dan permukaan rujukan, meninggalkan elaun kemasan 5–10 mm. Ini memastikan kerataan (≤2 mm/m) untuk pemesinan seterusnya.
Permukaan kon dalaman (pemasangan kon tetap) dipusing secara kasar menggunakan pelarik CNC dengan paksi perkakas hidup, memastikan sudut tirus berada dalam ±0.5° reka bentuk.
Rawatan Haba Pertengahan:
Penyepuhlindapan pelepasan tekanan pada 600–650°C (disejukkan udara) dilakukan untuk menghilangkan tegasan sisa daripada pemesinan kasar, mencegah ubah bentuk semasa pemesinan kemasan.
Selesai Pemesinan:
Bebibir: Bebibir atas dan bawah dimesin kemasan untuk mencapai kerataan (≤0.1 mm/m) dan berserenjang dengan paksi bingkai (≤0.05 mm/100 mm) menggunakan mesin pengisar CNC. Lubang bolt digerudi dan diketuk pada toleransi kelas 6H, dengan ketepatan kedudukan (±0.2 mm) berbanding dengan pusat bingkai.
Tirus Dalaman: Permukaan pelekap kon tetap dipusingkan kepada kekasaran permukaan Ra3.2 μm, dengan toleransi sudut tirus (±0.1°) dan toleransi diameter (±0.2 mm) untuk memastikan kesesuaian yang sesuai dengan kon tetap.
Panduan Cincin Pelarasan: Permukaan berulir (jika berkenaan) dimesin dengan ketepatan menggunakan mesin pengilangan benang CNC, dengan toleransi padang benang (±0.05 mm) dan ketepatan profil untuk memastikan pergerakan pelarasan yang lancar.
Rawatan Permukaan:
Permukaan luaran dicat dengan primer epoksi dan lapisan atas poliuretana (jumlah ketebalan 100–150 μm) untuk menahan kakisan dalam persekitaran luar atau lembap.
Permukaan mengawan bermesin (bebibir, tirus dalaman) disalut dengan minyak anti-karat untuk mengelakkan pengoksidaan semasa penyimpanan dan pengangkutan.
5. Proses Kawalan Kualiti
Pemeriksaan Kualiti Pemutus:
Ujian ultrasonik (UT) dilakukan pada kawasan galas beban kritikal (bebibir, sendi rusuk) untuk mengesan kecacatan dalaman (cth, liang pengecutan >φ5 mm ditolak).
Ujian zarah magnetik (MPT) memeriksa keretakan permukaan pada bebibir dan kawasan berulir, dengan sebarang kecacatan linear >1 mm mengakibatkan penolakan.
Pemeriksaan Ketepatan Dimensi:
Mesin pengukur koordinat (CMM) dengan volum pengukur yang besar mengesahkan dimensi utama: ketinggian keseluruhan (±1 mm), kerataan bebibir, sudut tirus dan kedudukan lubang bolt.
Kepekatan bingkai (diameter luar berbanding tirus dalaman) diukur menggunakan penjejak laser, dengan toleransi ≤0.1 mm/m.
Pengujian Bahan:
Analisis komposisi kimia (spektrometri) mengesahkan pematuhan dengan piawaian bahan (cth, ZG310–570: C ≤0.37%, Mn ≤1.2%).
Ujian kekerasan (Brinell) memastikan bingkai memenuhi spesifikasi kekerasan (180–230 HBW untuk keluli, 190–270 HBW untuk besi mulur).
Ujian Beban:
Ujian beban statik dilakukan dengan menggunakan 120% daripada beban undian pada bebibir atas selama 24 jam, tanpa ubah bentuk yang boleh dilihat (diukur melalui penunjuk dail) dibenarkan.
Pengesahan Kesesuaian Perhimpunan:
Bingkai dipasang percubaan dengan kon tetap, gelang pelarasan dan corong suapan untuk mengesahkan penjajaran dan kesesuaian yang betul, dengan jurang antara permukaan mengawan (≤0.1 mm) diperiksa menggunakan tolok peraba.
Melalui proses pembuatan dan kawalan kualiti yang ketat ini, bingkai atas mencapai integriti struktur dan ketepatan dimensi yang diperlukan untuk menyokong komponen penghancur kritikal, memastikan operasi yang stabil dan cekap dalam aplikasi penghancuran tugas berat