Kertas ini memperincikan cincin obor penghancur kon, komponen pengedap dan pelindung penting yang terletak di antara pemasangan utama seperti cincin pelarasan dan bingkai utama, atau kon bergerak dan kon tetap. Fungsi utamanya termasuk pengedap suhu tinggi (tahan sehingga 150°C), mencegah pencemaran, penebat haba, dan penyerapan getaran, memerlukan rintangan haba, rintangan minyak dan kekuatan mekanikal.
Cincin obor mempunyai struktur komposit, yang terdiri daripada rangka logam (keluli tuangan rendah karbon atau aloi) dengan keratan rentas berbentuk U/L, pelapik pengedap (getah suhu tinggi, komposit grafit, atau kain bertetulang logam), alur penahan, tepi bebibir dan lubang bolong pilihan.
Rangka kerja logam dihasilkan melalui tuangan pasir: pemilihan bahan (Q235 atau ZG230–450), pembuatan corak dengan elaun pengecutan, pengacuan pasir hijau, pencairan dan penuangan (1450–1480°C), penyejukan dan goncangan, dan penyepuhlindapan untuk melegakan tekanan. Proses pemesinan dan pembuatan melibatkan pemesinan rangka kerja, penyediaan pelapik pengedap, ikatan pelapik dengan pelekat tahan haba, kemasan dan rawatan permukaan pilihan.
Kawalan kualiti termasuk ujian bahan (komposisi kimia, kekuatan tegangan, kekerasan), pemeriksaan dimensi (CMM untuk ketepatan), ujian kekuatan ikatan, penilaian prestasi pengedap (kitaran tekanan dan haba), dan pemeriksaan visual/fungsi. Ini memastikan cincin obor menyediakan pengedap yang boleh dipercayai dalam keadaan suhu tinggi, getaran tinggi, melindungi komponen dalaman dan memastikan operasi penghancur yang cekap.
Pengenalan Terperinci kepada Komponen Cincin Obor Penghancur Kon
1. Fungsi dan Peranan Lingkaran Obor
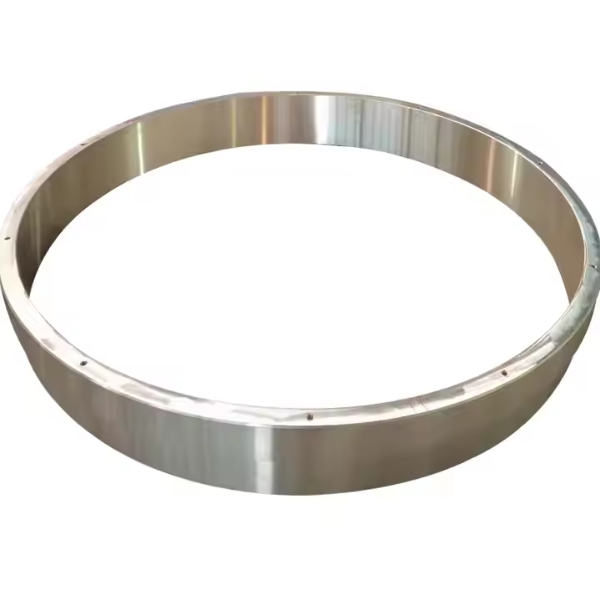
Cincin obor penghancur kon (juga dikenali sebagai cincin api atau cincin meterai) ialah komponen pengedap dan pelindung kritikal yang terletak di antara cincin pelarasan dan bingkai utama, atau antara kon bergerak dan pemasangan kon tetap. Fungsi utamanya termasuk:
Pengedap Suhu Tinggi: Menahan haba geseran yang dijana semasa penghancuran (suhu sehingga 150°C) untuk mengekalkan pengedap yang ketat, menghalang kebocoran minyak pelincir atau kemasukan air penyejuk.
Pencegahan Pencemaran: Menyekat habuk, zarah bijih, dan serpihan lain daripada memasuki sistem pelinciran dalaman, mengurangkan haus pada galas dan gear.
Penebat Terma: Mengasingkan ruang penghancur suhu tinggi daripada sistem pelinciran suhu rendah, melindungi komponen sensitif daripada kerosakan haba.
Penyerapan Getaran: Menyerap getaran jejarian dan paksi kecil antara bahagian mengawan, mengurangkan bunyi bising dan memanjangkan hayat perkhidmatan komponen bersebelahan.
Memandangkan pendedahannya kepada suhu tinggi, lelasan, dan kakisan kimia (daripada mineral bijih), cincin obor mestilah 具备 rintangan haba (sehingga 200°C), rintangan minyak dan kekuatan mekanikal.
2. Komposisi dan Struktur Lingkaran Obor
Cincin obor biasanya merupakan komponen anulus dengan struktur komposit, menggabungkan bahan logam dan bukan logam. Komponen utama dan butiran strukturnya termasuk:
Rangka Kerja Logam: Tapak bulat yang diperbuat daripada keluli karbon rendah (Q235 atau 10# keluli), memberikan ketegaran struktur. Ia mempunyai keratan rentas berbentuk U atau L untuk menyokong bahan pengedap dan memastikan kestabilan dimensi di bawah haba.
Pelapik Pengedap: Bahan kalis haus, tahan haba yang diikat atau dipasang secara mekanikal pada rangka kerja logam. Bahan biasa termasuk:
Getah Suhu Tinggi (EPDM atau Viton): Tahan kepada minyak dan suhu sehingga 200°C,digunakan dalam aplikasi haba sederhana.
Komposit Terbenam Grafit: Meningkatkan rintangan haba (sehingga 300°C) dan pelinciran sendiri,sesuai untuk persekitaran geseran tinggi.
Felt Bertetulang Logam: Bulu mampat atau gentian sintetik yang diresapi dengan resin tahan haba,menawarkan kesesuaian yang baik pada permukaan yang tidak rata.
Alur Pengekalan: Alur lilitan pada rangka logam untuk mengamankan pelapik pengedap,menghalang detasmen semasa getaran.
Tepi Bebibir: Bibir nipis dan fleksibel pada pelapik pengedap yang menekan pada permukaan mengawan (gelang pelarasan atau rangka utama) untuk mencipta pengedap ketat di bawah pramuat.
Lubang Bolong (Pilihan): Lubang kecil digerudi melalui rangka logam untuk melepaskan udara atau lembapan yang terperangkap, menghalang pembentukan tekanan yang boleh mengganggu pengedap.
3. Proses Tuangan untuk Rangka Logam
Rangka kerja logam cincin obor sering dihasilkan melalui tuangan pasir untuk keberkesanan kos dan bentuk yang kompleks:
Pemilihan Bahan:
Keluli karbon rendah (Q235) lebih disukai kerana kebolehtuangan yang baik, kebolehkimpalan, dan kekuatan sederhana (kekuatan tegangan ≥375 MPa). Untuk aplikasi tekanan tinggi, keluli tuang aloi (ZG230–450) digunakan untuk meningkatkan ketegaran.
Membuat Corak:
Corak kayu atau buih direka untuk meniru diameter luar cincin (biasanya 300–1200 mm), diameter dalam, dan bentuk keratan rentas (berbentuk U/L). Elaun pengecutan (1.2–1.5%) ditambah untuk mengambil kira pengecutan penyejukan.
pengacuan:
Acuan pasir hijau disediakan dengan cope dan drag,menggunakan teras pasir untuk membentuk lubang dalam. Rongga acuan disalut dengan cucian berasaskan tanah liat untuk memastikan kemasan permukaan licin pada tuangan.
Mencair dan Menuang:
Keluli dicairkan dalam kubah atau relau elektrik pada 1500–1550°C,dengan komposisi kimia dikawal kepada C 0.12–0.20%,Mn 0.3–0.6% (untuk Q235) untuk mengelakkan kerapuhan.
Penuangan dilakukan pada 1450–1480°C menggunakan senduk,dengan kadar alir yang stabil untuk mengisi rongga acuan tanpa pergolakan,mengurangkan keliangan.
Penyejukan dan Shakeout:
Tuangan disejukkan dalam acuan selama 12–24 jam untuk meminimumkan tekanan haba, kemudian dikeluarkan melalui getaran. Sisa pasir dibersihkan menggunakan letupan tembakan (grit keluli G40).
Rawatan Haba:
Penyepuhlindapan pada 600–650°C (disejukkan udara) melegakan tekanan tuangan, mengurangkan kekerasan kepada 130–180 HBW untuk pemesinan yang lebih mudah.
4. Proses Pemesinan dan Pembuatan
Pemesinan Rangka Kerja:
Gelang tuang dipasang pada mesin pelarik CNC untuk memesin diameter luar, diameter dalam, dan permukaan bebibir, meninggalkan elaun kemasan 0.5–1 mm. Dimensi utama (cth, lebar cincin, ketebalan bebibir) dikawal kepada ±0.1 mm.
Alur penahan untuk pelapik pengedap dikisar menggunakan mesin pengisar CNC,dengan kedalaman yang tepat (2–5 mm) dan lebar (3–8 mm) untuk memastikan ikatan yang selamat.
Penyediaan Pelapik Pengedap:
Untuk pelapik getah: Kepingan EPDM atau Viton dipotong mengikut saiz menggunakan pemotongan die,dengan toleransi ±0.5 mm. Permukaan ikatan dikasarkan melalui letupan pasir (Ra25–50 μm) untuk meningkatkan lekatan.
Untuk komposit grafit: Lembaran grafit termampat dipotong dan dibentuk menggunakan pemotongan pancutan air,memastikan ketebalan seragam (3–10 mm) merentasi gelang.
Ikatan Pelapik:
Permukaan ikatan rangka kerja logam dibersihkan dengan aseton untuk menghilangkan minyak dan serpihan. Pelekat tahan haba (berasaskan epoksi,dengan suhu operasi sehingga 200°C) digunakan secara seragam pada ketebalan 0.1–0.2 mm.
Pelapik ditekan pada rangka kerja menggunakan penekan hidraulik (tekanan: 0.5–1 MPa) dan diawetkan dalam ketuhar pada suhu 80–100°C selama 2–4 jam untuk mencapai kekuatan ikatan penuh.
Penamat:
Cincin yang dipasang dipusing penamat untuk memastikan bibir pengedap mempunyai permukaan licin (Ra1.6–3.2 μm), menggalakkan sentuhan berkesan dengan komponen mengawan.
Tepi bebibir dinyahburkan untuk mengeluarkan bucu tajam,mencegah kerosakan pada pengedap bersebelahan semasa pemasangan.
Rawatan Permukaan Pilihan:
Rangka kerja logam disalut dengan penyaduran zink (5–8 μm) atau cat epoksi untuk menahan kakisan dalam persekitaran lembap.
5. Proses Kawalan Kualiti
Pengujian Bahan:
Rangka kerja logam: Analisis spektrometri mengesahkan komposisi kimia (cth, Q235: C ≤0.22%, Mn ≤1.4%). Ujian tegangan mengesahkan kekuatan ≥375 MPa.
Pelapik pengedap: Sampel getah menjalani ujian kekerasan (Shore A 60–80 untuk EPDM) dan ujian penuaan haba (70°C selama 72 jam,dengan perubahan kekerasan ≤±5 Shore A).
Pemeriksaan Ketepatan Dimensi:
Mesin pengukur koordinat (CMM) memeriksa dimensi kritikal: diameter luar (±0.1 mm), diameter dalam (±0.1 mm), dan keseragaman ketebalan pelapik (variasi ≤0.05 mm).
Kerataan permukaan bebibir diukur menggunakan plat permukaan dan tolok perasa,dengan toleransi ≤0.1 mm/m.
Ujian Kekuatan Bon:
Ujian merosakkan gelang sampel: Satu bahagian pelapik ditarik berserenjang dengan rangka kerja menggunakan penguji tegangan, memerlukan kekuatan ikatan minimum 3 MPa untuk pelapik getah dan 5 MPa untuk komposit grafit.
Ujian Prestasi Meterai:
Ujian tekanan: Cincin dipasang dalam lekapan ujian dan tertakluk kepada tekanan udara 0.3 MPa selama 30 minit, tanpa kebocoran dikesan melalui aplikasi larutan sabun.
Kitaran haba: Gelang terdedah kepada 200°C selama 1 jam,kemudian disejukkan kepada 25°C (berulang 100 kitaran),dengan pemeriksaan pasca ujian menunjukkan tiada detasmen pelapik atau retak.
Pemeriksaan Visual dan Fungsi:
Bibir pengedap diperiksa di bawah pembesaran (10x) untuk memastikan tiada koyak, buih, atau penyelewengan.
Kesesuaian percubaan dengan komponen mengawan (gelang pelarasan, rangka utama) mengesahkan penjajaran yang betul dan tekanan sentuhan di seluruh permukaan pengedap.
Melalui proses ini, cincin obor mencapai prestasi pengedap yang boleh dipercayai dalam suhu tinggi, persekitaran getaran tinggi, melindungi komponen dalaman penghancur kon dan memastikan kecekapan operasi jangka panjang