Rangka penghancur kon, sebagai komponen struktur asas penghancur, berfungsi sebagai "tulang belakang" dengan fungsi teras termasuk sokongan struktur keseluruhan (menanggung berat semua komponen dan daya penghancuran sehingga ribuan tan), penghantaran daya (mengagihkan beban ke asas), kedudukan komponen (menyediakan permukaan pelekap yang tepat), dan penutup pelindung (komponen dalaman perumahan). Ia memerlukan ketegaran tinggi, kekuatan dan kestabilan dimensi untuk menahan beban berat jangka panjang dan kesan dinamik.
Dari segi struktur, ia adalah struktur tuangan atau dikimpal yang besar, tugas berat yang terdiri daripada badan rangka (keluli tuangan berkekuatan tinggi ZG35CrMo atau keluli aloi rendah Q355B yang dikimpal dengan dinding tebal 80–200 mm), perumah galas, ruang sesendal sipi, bebibir pelekap (bebibir tebal bahagian atas dan bahagian atas0),0 dan saluran penyejukan, serta pemeriksaan dan pintu akses.
Untuk bingkai yang besar dan kompleks, proses tuangan melibatkan pemilihan bahan, pembuatan corak (dengan elaun pengecutan 1.5–2.5%), pengacuan (menggunakan pasir berikat resin), pencairan dan penuangan (suhu terkawal dan kadar aliran), dan rawatan penyejukan dan haba (penormalan dan pembajaan). Proses pemesinan dan pembuatan termasuk pemesinan kasar, pemesinan pemesinan perumah galas dan ruang, pemesinan permukaan bebibir dan pelekap, pemesinan permukaan tulang rusuk dan luaran tetulang, dan rawatan permukaan.
Proses kawalan kualiti meliputi ujian bahan (komposisi kimia, ujian tegangan dan hentaman), pemeriksaan dimensi (menggunakan pengimbasan CMM dan laser), ujian tidak merosakkan (UT dan MPT), ujian mekanikal (ujian kekerasan dan beban), dan ujian pemasangan dan kefungsian. Proses ini memastikan bingkai memberikan kestabilan, kebolehpercayaan dan hayat perkhidmatan yang panjang untuk penghancur dalam aplikasi tugas berat.
Pengenalan Terperinci kepada Komponen Rangka Penghancur Kon
1. Fungsi dan Peranan Bingkai
Rangka penghancur kon (juga dipanggil rangka utama atau rangka asas) ialah komponen struktur asas yang menyokong semua bahagian dalaman dan luaran penghancur, berfungsi sebagai "backbone" seluruh mesin. Fungsi utamanya termasuk:
Sokongan Struktur Keseluruhan: Menanggung berat semua komponen (sesendal sipi, kon bergerak, mangkuk, motor, dll.) dan daya penghancuran yang dijana semasa operasi (sehingga ribuan tan), memastikan operasi yang stabil.
Penghantaran Daya: Mengagihkan beban menegak dan mendatar daripada proses penghancuran ke asas, mengurangkan getaran dan bunyi.
Kedudukan Komponen: Menyediakan permukaan pelekap yang tepat dan ciri lokasi untuk sesendal sipi, galas aci utama, mangkuk dan bahagian utama lain, memastikan kedudukan relatifnya yang betul.
Kandang Pelindung: Memasang komponen dalaman seperti pemasangan dan gear sipi, menghalang habuk, air dan serpihan daripada memasuki dan melindungi pengendali daripada bahagian yang bergerak.
Memandangkan peranannya yang kritikal, rangka mesti 具备 ketegaran tinggi, kekuatan dan kestabilan dimensi untuk menahan beban berat jangka panjang dan kesan dinamik.
2. Komposisi dan Struktur Bingkai
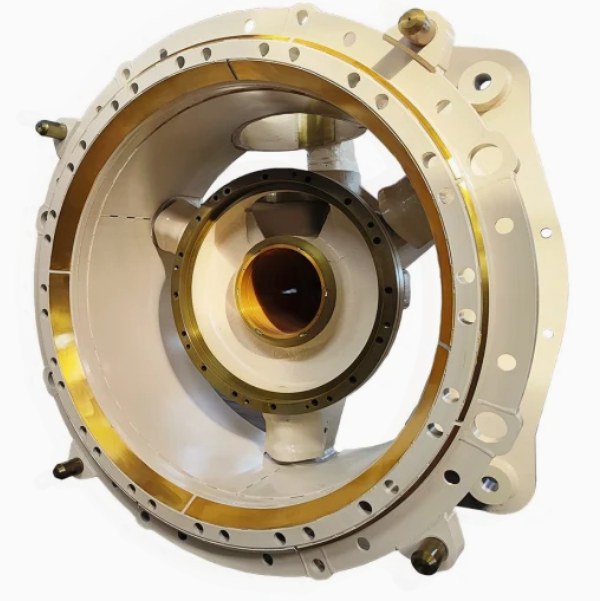
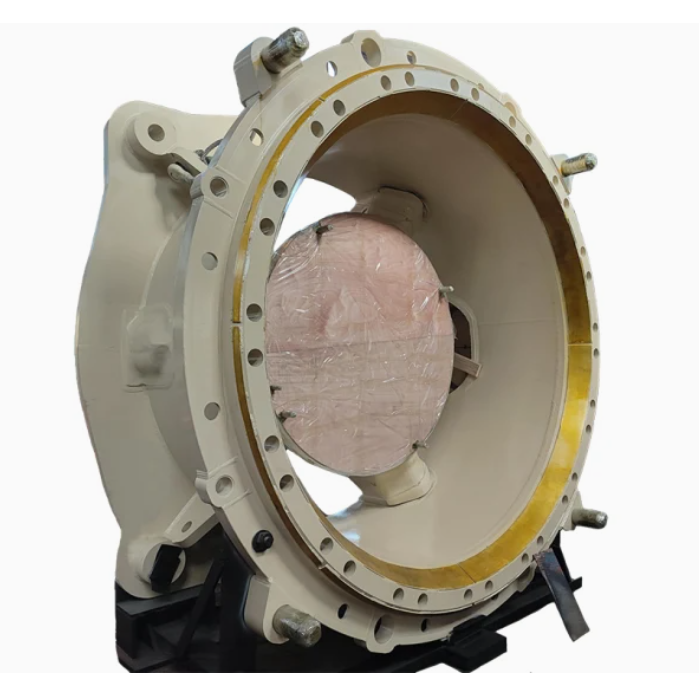
Kerangka penghancur kon biasanya merupakan struktur tuangan atau dikimpal tugas berat yang besar dengan bentuk yang kompleks, yang terdiri daripada komponen utama dan butiran struktur berikut:
Badan Bingkai: Struktur utama, biasanya kotak berongga atau bentuk silinder dengan dinding tebal (80–200 mm), diperbuat daripada keluli tuangan berkekuatan tinggi (cth, ZG35CrMo) atau plat keluli aloi rendah yang dikimpal (cth, Q355B).
Perumahan Galas: Relung silinder di bahagian bawah atau atas bingkai untuk menampung galas aci utama, dengan permukaan dalaman yang dimesin ketepatan (toleransi IT6) untuk memastikan kesesuaian galas yang betul.
Ruang Sesendal Sipi: Rongga bulat di tengah bingkai tempat sesendal sipi dipasang, dengan permukaan dalam yang dimesin dan alur minyak untuk pelinciran.
Melekap Bebibir:
Bebibir Asas: Bebibir besar di bahagian bawah dengan lubang bolt untuk mengikat bingkai pada asas, memastikan kestabilan.
Bebibir Atas: Bebibir di bahagian atas untuk disambungkan dengan mangkuk atau gelang pelarasan, selalunya dengan pin panduan atau slot untuk penjajaran.
Mengukuhkan Tulang Rusuk: Rusuk dalaman dan luaran (tebal 30–80 mm) disusun secara jejari atau paksi untuk meningkatkan ketegaran bingkai dan mengurangkan ubah bentuk di bawah beban.
Saluran Pelinciran dan Penyejukan: Lubang yang digerudi atau laluan tuang untuk menghantar minyak pelincir ke galas dan komponen sipi, dan untuk mengedarkan air penyejuk dalam beberapa bingkai besar.
Pemeriksaan dan Pintu Masuk: Panel atau pintu boleh tanggal untuk penyelenggaraan dan pemeriksaan komponen dalaman.
3. Proses Casting untuk Bingkai
Untuk reka bentuk bingkai yang besar dan kompleks, tuangan pasir adalah kaedah pembuatan pilihan:
Pemilihan Bahan:
Keluli tuang berkekuatan tinggi (ZG35CrMo) dipilih kerana sifat mekanikalnya yang sangat baik, termasuk kekuatan tegangan (≥700 MPa), keliatan hentaman (≥35 J/cm²), dan kebolehtuangan yang baik.
Membuat Corak:
Corak berskala penuh diperbuat daripada kayu, buih atau damar, mereplikasi bentuk luaran bingkai, rongga dalaman, rusuk, bebibir dan ciri lain. Elaun pengecutan (1.5–2.5%) ditambah berdasarkan bahan dan saiz bahagian.
Coraknya diperkukuh untuk mengelakkan ubah bentuk semasa pengacuan, dan teras direka bentuk untuk membentuk rongga dan saluran dalaman.
pengacuan:
Acuan pasir disediakan menggunakan pasir berikat resin, dengan corak diletakkan di dalam acuan. Teras dimasukkan untuk membentuk struktur dalaman, memastikan ketebalan dinding yang tepat dan hubungan dimensi antara ciri.
Acuan disalut dengan pencuci tahan api untuk memperbaiki kemasan permukaan dan menghalang penembusan logam ke dalam pasir.
Mencair dan Menuang:
Keluli tuang dicairkan dalam relau arka elektrik pada 1520–1560°C, dengan kawalan ketat komposisi kimia (C: 0.32–0.40%, Cr: 0.8–1.1%, Mo: 0.15–0.25%).
Penuangan dilakukan pada 1480–1520°C dengan kadar aliran terkawal untuk memastikan pengisian lengkap rongga acuan tanpa pergolakan, yang boleh menyebabkan kecacatan.
Penyejukan dan Rawatan Haba:
Tuangan disejukkan perlahan-lahan dalam acuan selama 72–120 jam untuk mengurangkan tekanan haba, kemudian dikeluarkan dan dibersihkan dengan letupan tembakan.
Rawatan haba termasuk penormalan (850–900°C, penyejuk udara) untuk menapis struktur butiran dan pembajaan (600–650°C) untuk mengurangkan kekerasan kepada 180–230 HBW, meningkatkan kebolehmesinan.
4. Proses Pemesinan dan Pembuatan
Pemesinan Kasar:
Bingkai tuangan dipasang pada kilang bor atau kilang gantri CNC yang besar untuk memesin bebibir asas, bebibir atas dan permukaan rujukan luaran, meninggalkan elaun kemasan 5–10 mm.
Bearing Housing dan Chamber Machining:
Perumahan galas dan kebuk sesendal sipi adalah boring kasar, kemudian bosan kemasan dan diasah untuk mencapai ketepatan dimensi tinggi (toleransi IT6) dan kekasaran permukaan (Ra0.8–1.6 μm).
Alur minyak dimesin dalam perumah galas dan ruang menggunakan mesin pengilangan CNC.
Bebibir dan Pemesinan Permukaan Pemasangan:
Bebibir asas dan atas dimesin kemasan untuk memastikan kerataan (≤0.05 mm/m) dan keserenjangan pada paksi bingkai (≤0.1 mm/100 mm).
Lubang bolt digerudi dan diketuk pada kedudukan yang tepat (toleransi ±0.1 mm) menggunakan mesin gerudi CNC.
Memperkukuh Rusuk dan Pemesinan Permukaan Luaran:
Rusuk luar dimesin untuk menghilangkan kecacatan tuangan dan memastikan dimensi seragam.
Permukaan luaran dimesin kemasan untuk menambah baik penampilan dan memudahkan pengecatan.
Rawatan Permukaan:
Bingkai dicat dengan primer anti-karat dan lapisan atas untuk menahan kakisan.
Permukaan pelekap bermesin dan muat galas dilindungi dengan minyak atau gris anti-karat.
5. Proses Kawalan Kualiti
Pengujian Bahan:
Analisis komposisi kimia dilakukan untuk memastikan pematuhan dengan piawaian bahan yang ditentukan.
Ujian tegangan dan ujian impak dijalankan ke atas sampel ujian untuk mengesahkan sifat mekanikal.
Pemeriksaan Dimensi:
Mesin pengukur koordinat (CMM) digunakan untuk memeriksa dimensi kritikal, termasuk diameter perumahan galas, kerataan bebibir, dan kedudukan lubang.
Pengimbasan laser digunakan untuk mengesahkan bentuk dan dimensi keseluruhan terhadap model 3D.
Ujian Tanpa Musnah (NDT):
Ujian ultrasonik (UT) digunakan untuk mengesan kecacatan dalaman seperti retak dan pengecutan pada badan rangka dan rusuk.
Ujian zarah magnetik (MPT) dilakukan pada permukaan dan kawasan berhampiran permukaan, terutamanya di sekitar lubang bolt dan titik kepekatan tegasan.
Ujian Mekanikal:
Ujian kekerasan dilakukan untuk memastikan bingkai memenuhi julat kekerasan yang diperlukan (180–230 HBW).
Ujian beban boleh dilakukan untuk mengesahkan keupayaan bingkai untuk menahan beban reka bentuk tanpa ubah bentuk yang berlebihan.
Perhimpunan dan Ujian Fungsian:
Bingkai ini dipasang percubaan dengan komponen utama seperti sesendal sipi dan aci utama untuk memastikan kesesuaian dan penjajaran yang betul.
Ujian getaran dijalankan untuk memeriksa getaran berlebihan semasa operasi simulasi.
Melalui proses pembuatan dan kawalan kualiti yang ketat ini, rangka penghancur kon memastikan kestabilan, kebolehpercayaan dan hayat perkhidmatan yang panjang bagi keseluruhan penghancur, menjadikannya sesuai untuk aplikasi penghancuran tugas berat dalam industri perlombongan, pembinaan dan agregat