Artikel ini memperincikan pinion kilang bebola, komponen transmisi teras yang bercantum dengan gear lembu untuk memacu silinder, memerlukan kekuatan tinggi, ketepatan, keliatan dan rintangan haus, dengan 20CrMnTi sebagai bahan biasa. Ia menggariskan proses pembuatannya untuk pinion 20CrMnTi, termasuk penempaan kosong, kasar/separuh kemasan (berpusing, hobbing), rawatan haba pengkarburan, pemesinan ketepatan (pengisaran gigi, pengisaran datum) dan pemasangan. Selain itu, ia menentukan prosedur pemeriksaan menyeluruh yang meliputi bahan mentah (komposisi, kualiti penempaan), rawatan haba (kekerasan, lapisan berkarburkan), ketepatan gigi (sisihan nada, kehabisan), dan ujian akhir (kualiti permukaan, prestasi jaringan, keseimbangan dinamik). Ini memastikan pinion memenuhi keperluan kecekapan penghantaran (≥95%) dan hayat perkhidmatan (2-3 tahun), menyokong operasi kilang bola yang stabil.
Pengenalan Terperinci, Proses Pembuatan dan Proses Pemeriksaan Pinion Kilang Bola
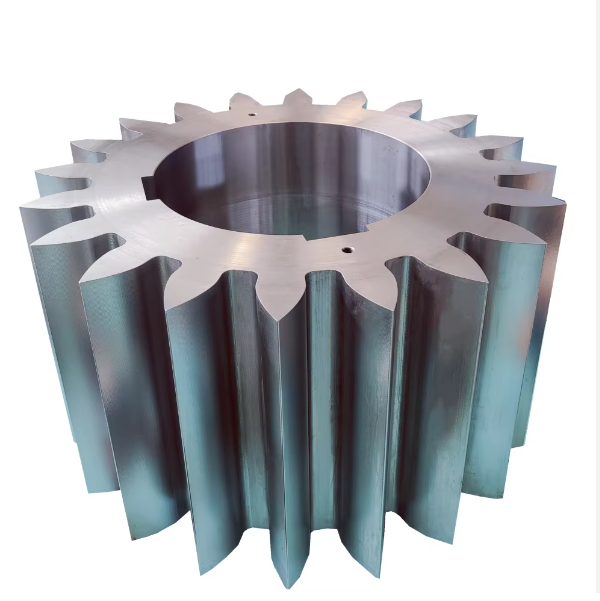
I. Fungsi dan Ciri Struktur Pinion Kilang Bola
Pinan kilang bola adalah komponen teras sistem penghantaran. Ia bercantum dengan gear lembu (ditetapkan pada silinder) untuk menghantar kuasa dari motor ke silinder melalui pengurang, memacu silinder untuk berputar (biasanya pada 15-30 r/min). Sebagai gear berkelajuan tinggi (berpusing lebih cepat daripada gear lembu), ia secara langsung menanggung hentakan dan tork jalinan, justeru memerlukan sifat berikut:
Kekuatan tinggi: Mampu menahan tork antara puluhan ribu hingga ratusan ribu N·m, dengan kekerasan permukaan gigi yang tinggi (≥55HRC) untuk menahan haus;
Ketepatan tinggi: Ralat profil gigi minimum (≤Gred 6 setiap GB/T 10095) untuk memastikan penyambungan lancar dengan gear lembu, mengurangkan getaran dan bunyi;
Ketangguhan yang baik: Teras gigi mesti mempunyai keliatan sederhana (kekerasan 25-35HRC) untuk mengelakkan patah akibat hentaman;
Ketahanan pakai: Permukaan gigi memerlukan rawatan pengerasan (cth, carburizing, quenching) untuk memanjangkan hayat perkhidmatan (biasanya ≥10,000 jam).
Secara struktur, ia kebanyakannya a gear silinder lurus atau heliks. Gigi lurus adalah biasa dalam kilang bebola kecil dan sederhana (lebih mudah untuk dimesin), manakala gigi heliks lebih disukai dalam kilang besar (jaringan yang lebih lancar dan kapasiti beban yang lebih tinggi). Modul biasanya berkisar antara 8-30mm, dengan 15-30 gigi.
II. Proses Pembuatan Pinion Kilang Bebola (Mengambil 20CrMnTi Gear Carburized sebagai Contoh)
20CrMnTi ialah bahan biasa untuk pinion kerana prestasi pengkarburannya yang sangat baik (kedalaman kotak 1.5-3mm). Proses pembuatannya adalah seperti berikut:
1. Penempaan Kosong
Bahan mentah: Keluli bulat φ100-300mm 20CrMnTi dipilih, dengan analisis spektrum mengesahkan komposisinya (C 0.17-0.23%, Cr 1.0-1.3%, Mn 0.8-1.1%);
Menempa: Panaskan kepada 1100-1150℃, kemudian tempa-mati ke dalam gear kosong (dengan elaun pemesinan 5-8mm). Selepas penempaan, normalkan (920℃×2j, sejukan udara) untuk menapis bijirin dan mengurangkan kekerasan kepada 180-220HBW.
2. Pemesinan Kasar dan Separuh Kemasan
Berpusing kasar: Mesin pelarik CNC bulatan luar, muka hujung, dan lubang dalam (lubang aci atau lubang hab), meninggalkan elaun 3-5mm;
Gear hobbing: Potong kasar profil gigi (modul 8-30mm) menggunakan mesin hobbing gear, dengan elaun 0.5-1mm untuk pengkarbonan dan pengisaran;
Penggerudian dan pengilangan: Alur kunci mesin dan lubang bolt (untuk gear belah) dengan toleransi kedudukan ±0.1mm.
3. Karburasi dan Rawatan Haba
Mengkarburkan: Karburkan dalam relau pengkarbonan jenis pit pada 920-940℃ selama 8-16 jam (dilaraskan mengikut kedalaman kotak), dengan kandungan karbon permukaan 0.8-1.2%;
Pelindapkejutan + pembajaan suhu rendah: Selepas pengkarburan, sejukkan kepada 850℃ dan pelindapkejutan minyak (kekerasan permukaan gigi 58-62HRC), kemudian tahan pada 180-200℃ selama 2 jam untuk melegakan tekanan dan menstabilkan dimensi.
4. Selesai Pemesinan
Pengisaran permukaan gigi: Profil gigi mengisar ketepatan menggunakan mesin pengisar roda cacing, memastikan ralat padang terkumpul ≤0.05mm/100mm, kekasaran permukaan gigi Ra≤0.8μm;
Pengisaran kurma: Kisar lubang dalam (toleransi IT6) dan jurnal (gangguan muat dengan galas, gangguan 0.01-0.03mm), dengan keserenjang muka hujung ≤0.01mm/100mm;
Mengasah: Asah gear berketepatan tinggi (Ra≤0.4μm) untuk mengurangkan bunyi meshing (≤85dB).
5. Rawatan Permukaan dan Pemasangan
Permukaan bukan gigi disembur pasir untuk penyingkiran karat, kemudian disalut dengan cat anti-karat (ketebalan ≥60μm);
Kecutkan muat dengan aci atau hab (kesesuaian gangguan), dan periksa larian jejari selepas penyejukan (≤0.03mm).
III. Proses Pemeriksaan Pinion Kilang Bola
Pemeriksaan mematuhi GB/T 10095 Ketepatan Gear Silinder Involute dan JB/T 6396 Gear Besar dan Penempaan Gelang Gear, dengan langkah-langkah utama seperti berikut:
1. Pemeriksaan Bahan Mentah dan Penempaan
Analisis spektrum mengesahkan komposisi 20CrMnTi (kandungan Cr dan Mn yang layak);
Penempaan menjalani pemeriksaan UT (Gred I layak), tanpa retak atau pengecutan dalaman; ujian tegangan mengesahkan kekuatan tegangan ≥1080MPa.
2. Pemeriksaan Rawatan Haba
Kekerasan permukaan gigi: Diukur dengan penguji kekerasan Rockwell (58-62HRC); kekerasan teras (3mm di bawah permukaan) 25-35HRC;
Pemeriksaan lapisan berkarburasi: Analisis metalografi mengukur kedalaman kes berkesan (1.5-3mm), dengan gred martensit dalam lapisan mengeras ≤3.
3. Pemeriksaan Ketepatan Profil Gigi
Ujian pusat pengukur gear: sisihan pic ≤±0.015mm, ralat arah gigi ≤0.01mm/100mm, jumlah sisihan profil ≤0.02mm;
Habis jejari: Diukur dengan penguji kehabisan gear (≤0.03mm untuk gelang gear).
4. Pemeriksaan Akhir Produk Siap
Kualiti permukaan: Pemeriksaan PT permukaan gigi (tiada retak atau pitting); fillet akar gigi R≥1.5mm (untuk mengelakkan kepekatan tekanan);
Ujian meshing: Mesh dengan sampel gear lembu jantan dan melahu selama 1 jam, tanpa bunyi yang tidak normal dan titik sentuhan (≥60% sepanjang ketinggian gigi, ≥70% sepanjang gigi);
Imbangan dinamik: Untuk kelajuan putaran ≥300r/min, tidak seimbang ≤20g·mm/kg.
Dengan mengawal ketat ketepatan profil gigi, kualiti pengkarbonan dan toleransi pemasangan, pinion boleh memastikan kecekapan penghantaran kilang bebola ≥95% dan hayat perkhidmatan 2-3 tahun (bergantung pada keadaan kerja)