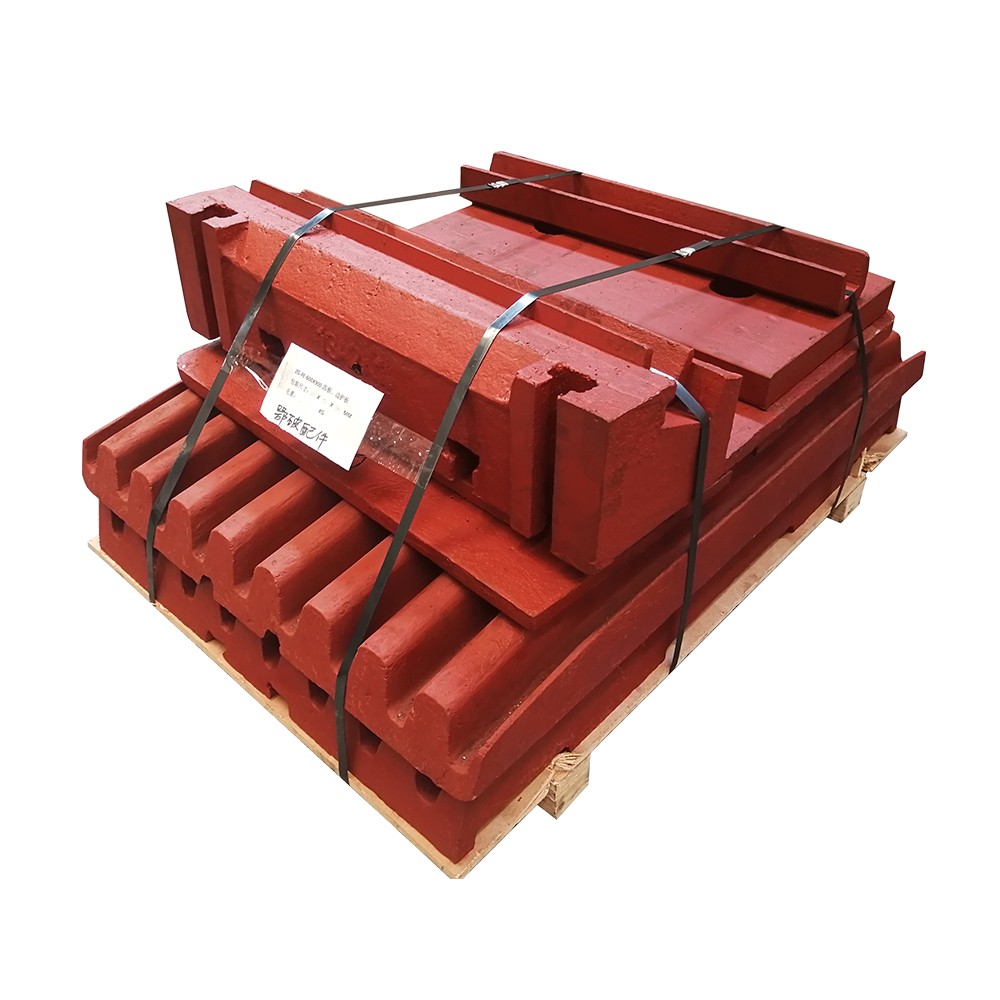
Plat rahang tetap ialah komponen tahan haus pegun yang membentuk satu sisi ruang penghancur dalam penghancur rahang. Dipasang bertentangan dengan plat rahang ayun pada bahagian hadapan bingkai, ia berfungsi sebagai "fixed working surface" untuk penghancuran bahan. Semasa operasi, plat rahang tetap kekal pegun sambil bekerjasama dengan plat rahang ayunan salingan untuk membentuk ruang penghancuran membuka dan menutup secara berkala, memecahkan bahan kepada saiz yang dikehendaki melalui penyemperitan dan pembelahan. Kestabilan struktur dan rintangan hausnya secara langsung menjejaskan kecekapan penghancuran, keseragaman saiz produk dan kos pengendalian peralatan.
Reka bentuk plat rahang tetap mengimbangi rintangan haus, kemudahan pemasangan, dan sesuai dengan bingkai. Komponen utama dan ciri strukturnya adalah seperti berikut:
Badan Utama
Struktur plat tebal dengan ketebalan biasanya 50–150 mm untuk penghancur kecil hingga sederhana dan 200–300 mm untuk mesin besar. Ia terutamanya diperbuat daripada keluli mangan tinggi (ZGMn13) untuk keadaan berimpak tinggi, manakala besi tuang kromium tinggi (Cr26–30) boleh digunakan untuk senario berimpak rendah. Permukaan hadapan bertindak sebagai penghancur 工作面,dan permukaan belakang ialah muka pelekap yang sesuai dengan bingkai. Bentuk keseluruhannya sama ada "straight" atau "curved" (reka bentuk melengkung mengoptimumkan profil ruang penghancur untuk mengurangkan sekatan bahan).
Permukaan Kerja Bergigi
Permukaan yang bersentuhan dengan bahan mempunyai gigi yang teratur tersusun, biasanya berbentuk segi tiga atau trapezoid, dengan ketinggian 8–30 mm (dilaraskan untuk kekerasan bahan) dan pic 20–60 mm, dan sudut puncak gigi 60°–90°. Gigi selalunya tersusun secara simetri atau berperingkat menegak. Reka bentuk simetri membenarkan pembalikan selepas satu hujung haus, memanjangkan hayat perkhidmatan lebih 50%. Corak bergigi meningkatkan cengkaman bahan untuk mengelakkan tergelincir dan meningkatkan kecekapan penghancuran.
Struktur Pemasangan
Plat rahang tetap diikat pada bingkai melalui bolt atau blok baji, jadi permukaan belakang termasuk:
Lubang bolt/lubang balas: Diedarkan secara seragam sepanjang panjang plat, dengan diameter 1–2 mm lebih besar daripada bolt untuk membolehkan pelarasan kedudukan yang halus semasa pemasangan.
Mengesan spigots/boss: Pasangan dengan alur pada bingkai untuk mengehadkan anjakan sisi, memastikan ketepatan kedudukan berbanding plat rahang ayunan.
Slot pengurangan berat (pinggan besar): Slot segi empat tepat atau bulat di kawasan tidak menanggung beban mengurangkan berat tanpa menjejaskan kekuatan struktur.
Tetulang Tepi
Tepi atas dan bawah lazimnya lebih tebal (5–10 mm lebih tebal daripada bahagian tengah) untuk meningkatkan rintangan hentaman, menghalang cipratan tepi daripada kesan bahan sisi. Sesetengah plat rahang tetap mempunyai port "discharge guard" di bahagian bawah untuk membimbing bahan hancur untuk pelepasan lancar.
Plat rahang tetap menahan hentaman dan geseran yang teruk, memerlukan proses tuangan yang memastikan keseragaman bahan dan keliatan hentaman. Proses khusus adalah seperti berikut:
Penyediaan Acuan
Tuangan pasir resin (plat kecil hingga sederhana) atau tuangan pasir natrium silikat (plat besar) digunakan. Corak kayu atau buih direka daripada lukisan 3D, mereplikasi gigi, lubang bolt dan permukaan pelekap dengan tepat, dengan elaun pemesinan 5–8 mm (keluli mangan tinggi mempunyai kadar pengecutan ~2%).
Kawasan bergigi menggunakan "split sand cores" atau "integral molding" untuk memastikan ketepatan hujung gigi dan akar (sisihan ketinggian gigi ≤ 0.5 mm). Acuan permukaan pelekap siap untuk memastikan ralat kerataan tuangan ≤ 2 mm/m.
Mencair dan Menuang
Peleburan keluli mangan tinggi: Fosforus rendah (P ≤ 0.07%) dan sulfur rendah (S ≤ 0.05%) besi babi dan keluli sekerap dileburkan dalam relau frekuensi pertengahan pada 1500–1550°C. Komposisi kimia dikawal (C: 1.0–1.4%, Mn: 11–14%, Si: 0.3–0.8%) untuk memastikan nisbah Mn/C ≥ 10 (kritikal untuk struktur austenit).
Penyahoksidaan: Ferrosilicon (0.5–1.0%) dan blok aluminium (0.1–0.2%) ditambah untuk penyahoksidaan akhir, mengurangkan kandungan oksigen kepada ≤ 0.005% untuk mengelakkan keliangan.
Menuang: Sistem penuangan bawah digunakan dengan suhu 1400–1450°C. Plat rahang tetap yang besar dituangkan dalam 2–3 peringkat (selang 30–60 saat untuk mengelakkan penutupan sejuk), dengan tempoh 3–10 minit bergantung pada berat, memastikan pengisian lengkap.
Shakeout dan Penyedapan Penyelesaian
Tuangan digoncang selepas disejukkan ke bawah 200°C. Riser dikeluarkan dengan pemotongan api, dan tanda pintu adalah siram tanah. Pasir permukaan dan kilat dibersihkan.
Penyepuhlindapan larutan (langkah kritikal): Tuangan dipanaskan secara perlahan kepada 1050–1100°C (kadar pemanasan ≤ 100°C/j untuk mengelakkan keretakan) dan ditahan selama 2–4 jam (memastikan pembubaran karbida lengkap menjadi austenit). Ia kemudiannya disejukkan dengan cepat dengan air (suhu air ≤ 30°C, kadar penyejukan ≥ 50°C/s) untuk membentuk struktur austenit tunggal dengan kekerasan ≤ 230 HBW dan tenaga hentaman ≥ 180 J (-40°C).
Pemesinan memastikan ketepatan permukaan kerja dan kesesuaian pelekap, menghalang jurang ruang penghancuran yang tidak sekata akibat sisihan dimensi. Proses khusus adalah seperti berikut:
Pemesinan Kasar
Menggunakan permukaan pelekap as-cast sebagai rujukan, permukaan kerja (tidak termasuk gigi) digiling kasar pada kilang gantri, meninggalkan elaun kemasan 2–3 mm. Ralat kerataan dikawal ≤ 1 mm/m, dan selari dengan permukaan pelekap ≤ 0.5 mm/m.
Lubang bolt digerudi pada mesin gerudi mengikut spesifikasi lukisan, dengan toleransi diameter ± 0.5 mm dan kedalaman 2–3 mm lebih besar daripada panjang bolt untuk memastikan penglibatan benang penuh.
Pemesinan Gigi
Pemotong pembentuk khusus digunakan pada kilang gantri CNC ke gigi mesin, memastikan toleransi ketinggian/pitch gigi ± 0.5 mm dan kekasaran permukaan Ra ≤ 6.3 μm. Untuk gigi simetri, sisihan simetri ≤ 0.3 mm (untuk membolehkan pembalikan).
Tampalan akar gigi: Pemotong jejari memotong akar (R = 2–5 mm) untuk mengelakkan kepekatan tekanan dan patah akar gigi.
Memasang Kemasan Permukaan
Permukaan pelekap dikisar penamat kepada Ra ≤ 12.5 μm, kerataan ≤ 0.5 mm/m, dan keserenjangan dengan permukaan kerja ≤ 0.1 mm/100 mm (disahkan dengan penunjuk dail).
Spigot pengesan dikisar untuk mengawan dengan bingkai, dengan toleransi lebar ± 0.2 mm dan toleransi kedalaman ± 0.1 mm, memastikan ≥ 85% sentuhan dengan bingkai (jurang ≤ 0.1 mm melalui tolok perasa).
Rawatan Permukaan
Kawalan Prestasi Bahan
Pemeriksaan komposisi kimia: Spektrometer bacaan langsung menganalisis C, Mn, dsb., memastikan pematuhan dengan piawaian ZGMn13 (Mn: 11–14%, C: 1.0–1.4%).
Ujian sifat mekanikal: Sampel menjalani ujian impak (-40°C tenaga hentaman suhu rendah ≥ 120 J) dan pengukuran kekerasan (≤ 230 HBW selepas penyepuhlindapan larutan).
Pemeriksaan metalografik: Analisis mikrostruktur mengesahkan satu fasa austenit (tiada karbida rangkaian, yang mengurangkan keliatan).
Kawalan Kualiti Pemutus
Pemeriksaan kecacatan visual: 100% pemeriksaan visual tidak termasuk keretakan, rongga pengecutan atau salah jalan. Ujian zarah magnetik (MT) pada gigi memastikan tiada permukaan retak atau penutupan sejuk.
Pemeriksaan kualiti dalaman: Ujian ultrasonik (UT) pada plat besar melarang ≥ φ3 mm liang atau kemasukan di kawasan kritikal (akar gigi, lubang bolt).
Kawalan Ketepatan Pemesinan
Pemeriksaan toleransi dimensi: Pematuhan profil gigi disemak dengan templat. Mesin pengukur koordinat mengesahkan toleransi kedudukan lubang bolt (± 0.2 mm).
Pemeriksaan toleransi geometri: Tahap laser memeriksa kerataan permukaan kerja. Segi empat sama mengesahkan keserenjangan antara pelekap dan permukaan kerja.
Pengesahan Perhimpunan
Pemasangan percubaan: Plat rahang tetap dipasang pada bingkai untuk memeriksa ketat (pramuat bolt memenuhi spesifikasi) tanpa kelonggaran apabila digoncang secara manual.
Ujian penghancuran: Penghancuran beban berkadar 8 jam bahan standard (cth, granit) memeriksa kehausan gigi (≤ 0.5 mm), ketiadaan retak/ubah bentuk, dan sisihan saiz produk ≤ 5%.
Melalui proses ini, plat rahang tetap mengekalkan rintangan haus dalam keadaan berimpak tinggi, dengan hayat perkhidmatan selama 4-8 bulan (dilaraskan untuk kekerasan bahan). Pemeriksaan rutin kehausan gigi dan pembalikan/penggantian tepat pada masanya memastikan kecekapan penghancuran yang konsisten
1. Jenis plat gigi
Struktur keratan rentas plat gigi penghancur rahang mempunyai dua jenis: permukaan licin dan permukaan kekisi. Yang terakhir dibahagikan kepada segi tiga dan permukaan trapezoid. Untuk memastikan saiz dan bentuk produk, plat gigi segi tiga atau trapezoid biasanya digunakan.

2. Bahan plat gigi
Plat gigi yang digunakan dalam penghancur rahang sedia ada biasanya menggunakan mangan 13ZGMn13, yang dicirikan oleh pengerasan permukaan di bawah beban hentaman. Mangan 13ZGMn13 boleh membentuk permukaan yang keras dan tahan haus sambil mengekalkan logam asal lapisan dalamannya. Keliatan, jadi ia adalah sejenis bahan tahan haus yang biasa digunakan dalam penghancur.
3. Pelan pengubahsuaian plat gigi
Dalam transformasi, bahagian kerja penghancur adalah plat gigi tetap dan plat gigi alih. Plat gigi alih dipasang pada rahang alih, dan bahagian haus utamanya tertumpu terutamanya di tengah. Dalam transformasi, plat gigi alih tidak diubah suai, terutamanya plat gigi tetap. Selepas plat gigi tetap diubah suai, kerana plat gigi tetap disambungkan dengan badan bingkai, berat plat gigi tetap meningkat, dan tidak ada kesan buruk terhadap kerja keseluruhan penghancur.
4. Kehidupan plat gigi
Plat gigi mempunyai kesan hebat dan daya pemerasan, jadi ia haus dengan teruk. Untuk memanjangkan hayat perkhidmatannya, ia boleh dikaji dari dua aspek: satu ialah mencari bahan rintangan haus yang tinggi daripada bahan; satu lagi adalah untuk menentukan reka bentuk struktur dan dimensi geometri plat gigi secara munasabah.